中小型机械零件
适合机加工件、结构小件和常规金属零件的退火、回火或去应力处理。

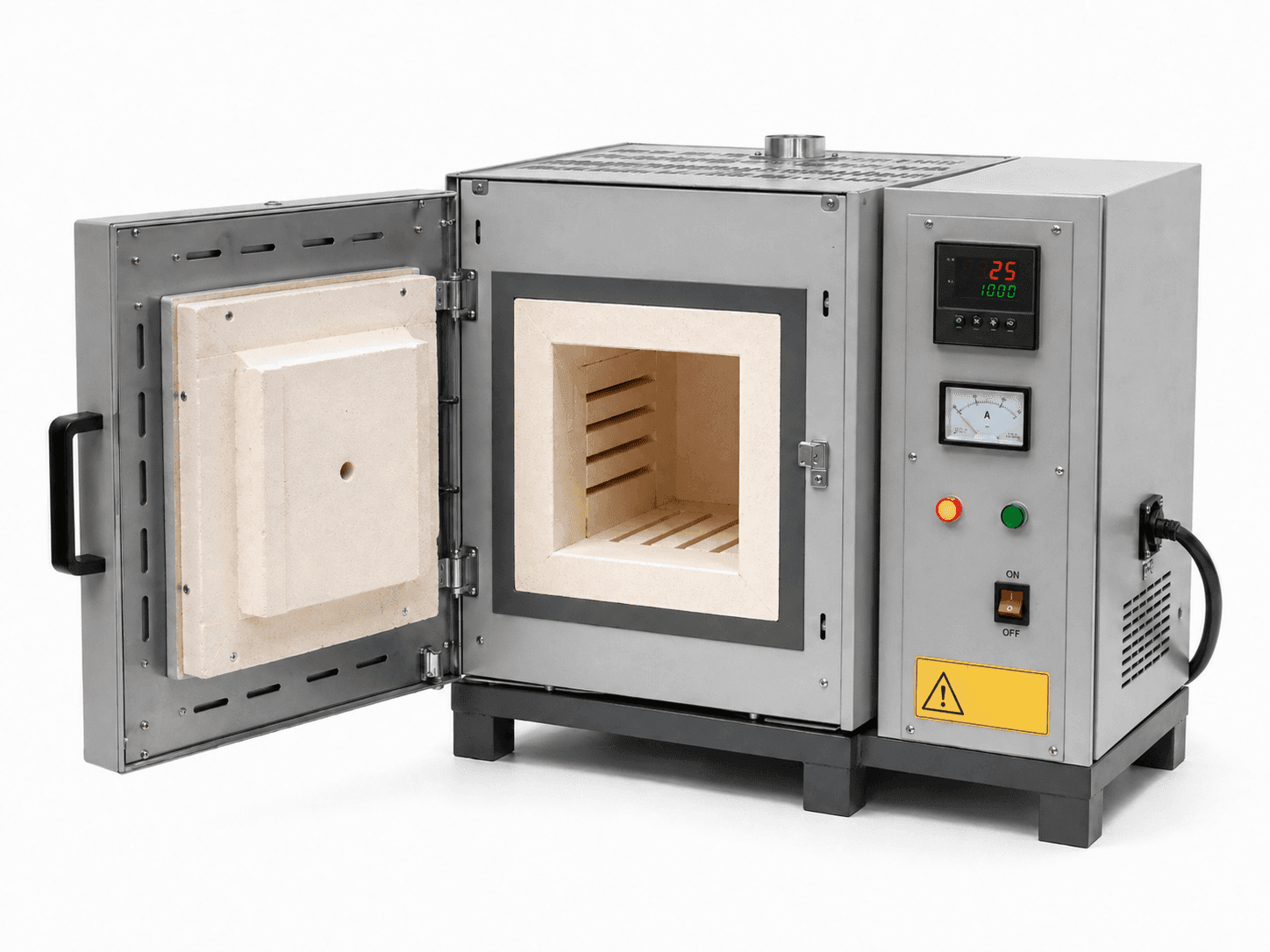
箱式炉系列
箱式炉适用于中小型工件、模具、机械零件、试制件、小批量工件等周期式热处理场景。苏能可根据工件尺寸、单件重量、装炉量、最高温度、工艺曲线和现场条件,提供箱式热处理炉非标定制方案。
适合机加工件、结构小件和常规金属零件的退火、回火或去应力处理。
适合中小型模具、工装和厚壁件热处理,需关注支撑方式和温度均匀性。
适合新品试制、材料验证和工艺摸索阶段的小批量热处理任务。
适合批量不大、规格变化较多、装卸相对简单的周期式热处理。
可用于部分中小型铸件、锻件的退火、正火或去应力处理。
常用于中小型焊接件的焊后去应力或回火处理,需确认变形控制。
适合可人工或简易工装装卸的中小型结构件整体加热。
适合热处理参数验证、材料对比和小批次试验生产。
根据工件最大外形、装炉间隙、料框或工装方式,确定炉膛有效尺寸。
结合最高温度、常用工作温度和升降温制度,匹配炉衬与加热元件。
围绕单件重量、每炉装炉量和装料方式,设计炉底板、料框和支撑结构。
可根据退火、回火、正火、时效等工艺配置多区控温、记录和报警保护。
结合车间空间、电源、吊装和安装边界,明确制造、调试和售后服务范围。
适用于中小型零件、模具和铸锻件软化或组织调整,需确认材质、退火温度、保温时间和冷却方式。
适用于淬火后零件、模具和机械件回火,需确认回火温度、装炉量、保温时间和记录要求。
适用于部分钢件和铸锻件组织改善,需确认最高温度、出炉方式、冷却条件和装料间距。
可用于淬火前加热工序,需确认加热温度、转移方式、后续冷却介质和安全联锁。
适用于部分合金件或试制件时效处理,需确认温度区间、保温时间和批次稳定性要求。
常用于焊接件、机加工件和结构小件,需确认升降温速率、装炉支撑和变形控制要求。
箱式炉报价不能只按炉型名称估算,具体需结合工件材质、尺寸、装炉量、最高温度、温度均匀性要求、加热元件类型、控制系统和现场条件确定,最终以双方确认的技术方案为准。
查看报价需要哪些参数包括炉壳、炉膛、保温层和钢结构,需按炉膛尺寸、温度等级和使用频率设计。
耐火材料、陶瓷纤维、浇注料或复合保温结构需按温度、升降温制度和维护要求选型。
电阻丝、辐射管、硅碳棒、硅钼棒等加热元件需结合温度等级和工艺要求选择。
侧开门、升降门、密封结构和安全联锁需结合装卸方式、操作空间和漏热控制确认。
炉底板、料框、支撑结构和装料方式需按工件重量、装炉量和高温强度设计。
可配置温控仪、PLC、触摸屏、记录仪、多区控温和报警保护,具体指标按方案确认。
箱式炉通常为非标定制设备,不能脱离工件、温度和配置直接给出固定价格。以下因素会明显影响炉体结构、材料配置、控制系统和交付范围。
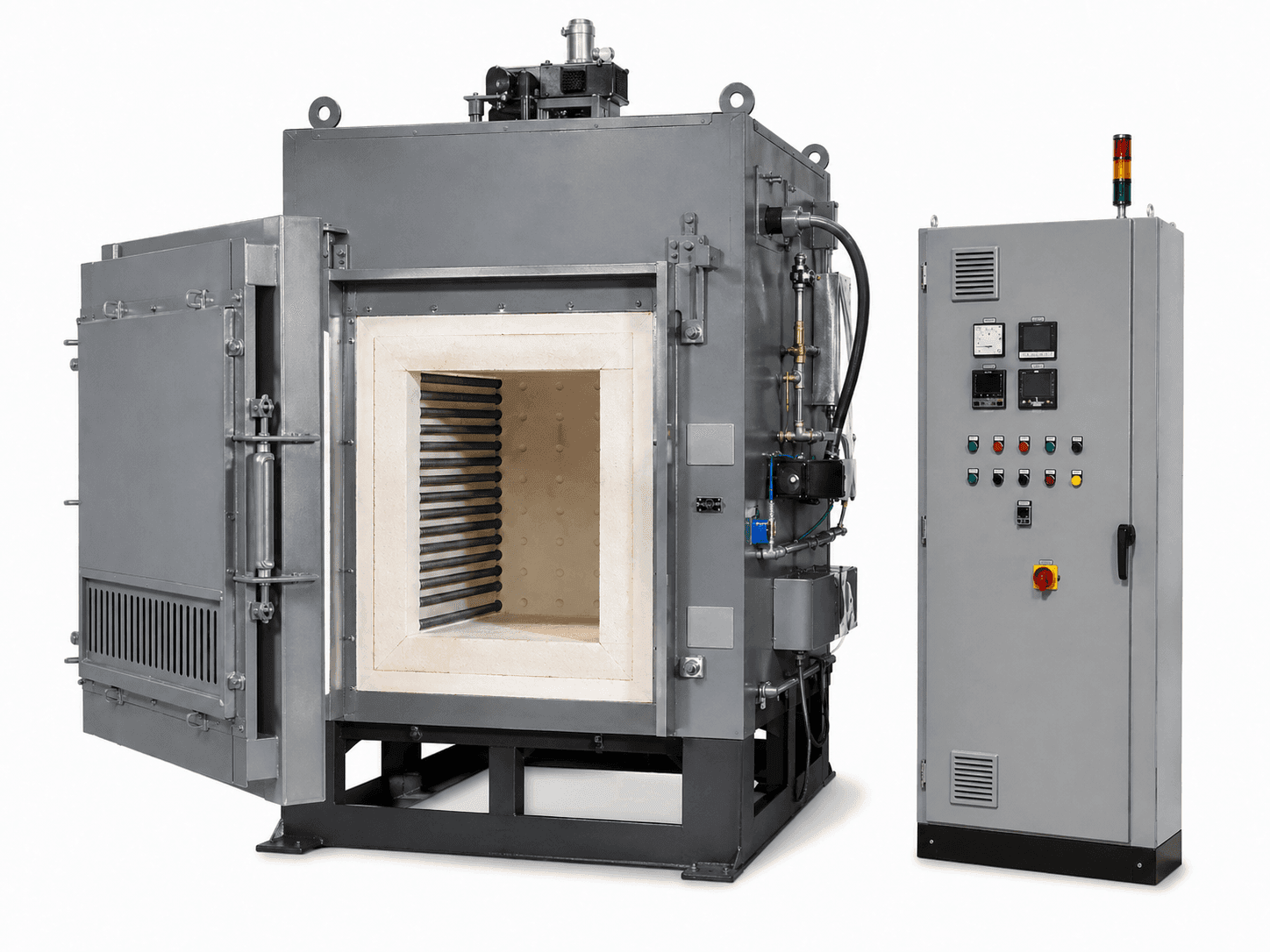
| 箱式炉适合 | 台车炉适合 |
|---|---|
| 中小型工件,装卸相对简单 | 大型工件或单件较重的工件 |
| 小批量处理或多品种试制 | 需要台车承载和进出料 |
| 试制、工艺验证和实验任务 | 需要行车吊装或工装装卸 |
| 炉体更紧凑,现场空间相对可控 | 炉膛尺寸较大,需预留轨道和基础 |
| 投资预算相对可控,配置按工艺定制 | 适合大型铸锻件、模具、焊接结构件等周期式热处理 |
箱式炉适合中小型零件、模具件、试制件、小批量工件和多品种热处理任务。工件尺寸、装炉方式、批量频次、炉门开启方式和实验或生产用途,会影响炉膛尺寸、加热元件布置和控制系统配置。
常见工艺包括退火、回火、正火、淬火前加热、时效和去应力处理。不同工艺对应的温度范围、升温速度、保温时间和气氛需求不同,炉膛结构和加热方式应按具体工艺条件确认。

提供工件材质、尺寸、重量、装炉量、温度和工艺要求。

结合工件外形、料框、装炉间隙和操作空间确定有效尺寸。

明确加热元件、炉衬结构、炉门形式和控制系统要求。

形成技术方案、主要配置、报价范围和交付边界。

完成炉体、炉衬、加热元件、炉门和电控系统检查。
到场完成安装调试、操作培训和后续服务支持。
常用于中小型机加工件、结构小件的退火、回火、正火和去应力处理。
适合中小型模具、工装和厚壁件热处理,重点关注支撑方式和温度均匀性。
可用于部分中小型铸件、锻件的组织调整、退火或去应力处理。
适用于小批量零部件、试制件和多规格零件的周期式热处理。
适合材料试验、工艺验证和新品开发阶段的小批量热处理任务。
适合多品种、小批量工件处理,需关注换产效率和工艺覆盖范围。
可用于部分中小型装备零件、配套件的退火、回火或去应力处理。
当前页面不虚构客户案例。以下仅作为箱式炉常见应用场景说明,具体项目可在商务沟通中结合授权资料进一步确认。
围绕回火温度、装炉量、保温时间和记录要求确定炉膛、加热和控制配置。
重点确认模具尺寸、支撑方式、升降温曲线和温度均匀性要求。
适合小批量材料验证或工艺摸索,需明确温度区间、记录方式和换产需求。
根据材质、装炉间距、退火温度和冷却方式评估炉膛尺寸与加热系统。
箱式炉适合中小型机械零件、模具、试制件、小批量工件、铸锻件、焊接件和结构件等周期式热处理场景。它结构相对紧凑,适合装卸较简单、批量不大或规格变化较多的工件。具体炉膛尺寸和配置需结合工件尺寸、重量和装炉量判断。
可以。箱式炉常用于退火、回火、正火、淬火加热、时效和去应力处理等工艺。不同工艺对最高温度、升降温曲线、保温时间、装炉方式和温度均匀性要求不同,应在方案阶段结合材料牌号和工件状态逐项确认。
箱式炉价格主要受炉膛尺寸、最高温度、炉衬材料、加热元件类型、装炉重量、温度均匀性要求、控制系统、炉门结构、是否需要风循环以及安装调试范围影响。箱式炉多为非标定制设备,需先提交参数再判断方案和报价范围。
箱式炉结构更紧凑,适合中小型工件、小批量处理、试制或工艺验证;台车炉带有可移动台车,更适合大型、较重或需要行车吊装的工件。选择时应比较工件尺寸、重量、装卸方式、炉膛尺寸和现场空间。
箱式炉的温度等级取决于热处理工艺、炉衬材料、加热元件类型、炉膛尺寸和使用频率,不能只按一个固定最高温度承诺。常见配置会根据工艺温度选择电阻丝、辐射管、硅碳棒或硅钼棒等方案,最终以技术方案为准。
温度均匀性与炉膛尺寸、加热元件布置、炉衬结构、炉门密封、装炉方式、风循环和控温分区有关。方案阶段应结合有效工作区、工件摆放、工艺温度和验收口径确定目标指标,不能脱离炉型和工况直接承诺固定数值。
可以先评估。旧箱式炉常见改造方向包括炉衬翻新、炉门密封修复、加热元件更换、控制系统升级、安全联锁完善和温区控制优化。是否适合改造,需要结合炉体状态、故障记录、能耗情况、备件条件和停产窗口综合判断。
建议准备工件材质、尺寸、单件重量、每炉装炉量、最高温度、常用工作温度、热处理工艺、温度均匀性要求、加热方式、炉门结构、现场空间和安装条件。资料不完整也可以先沟通,由技术人员判断需补充内容。
把工件尺寸、单件重量、装炉量、最高温度、热处理工艺、温度均匀性要求和现场条件发给苏能,技术人员可先判断炉膛尺寸、温度等级、加热元件和控制系统方案。