Small to Medium Machined Parts
Suited to annealing, tempering, or stress relief of machined parts, small structural components, and general metal parts.

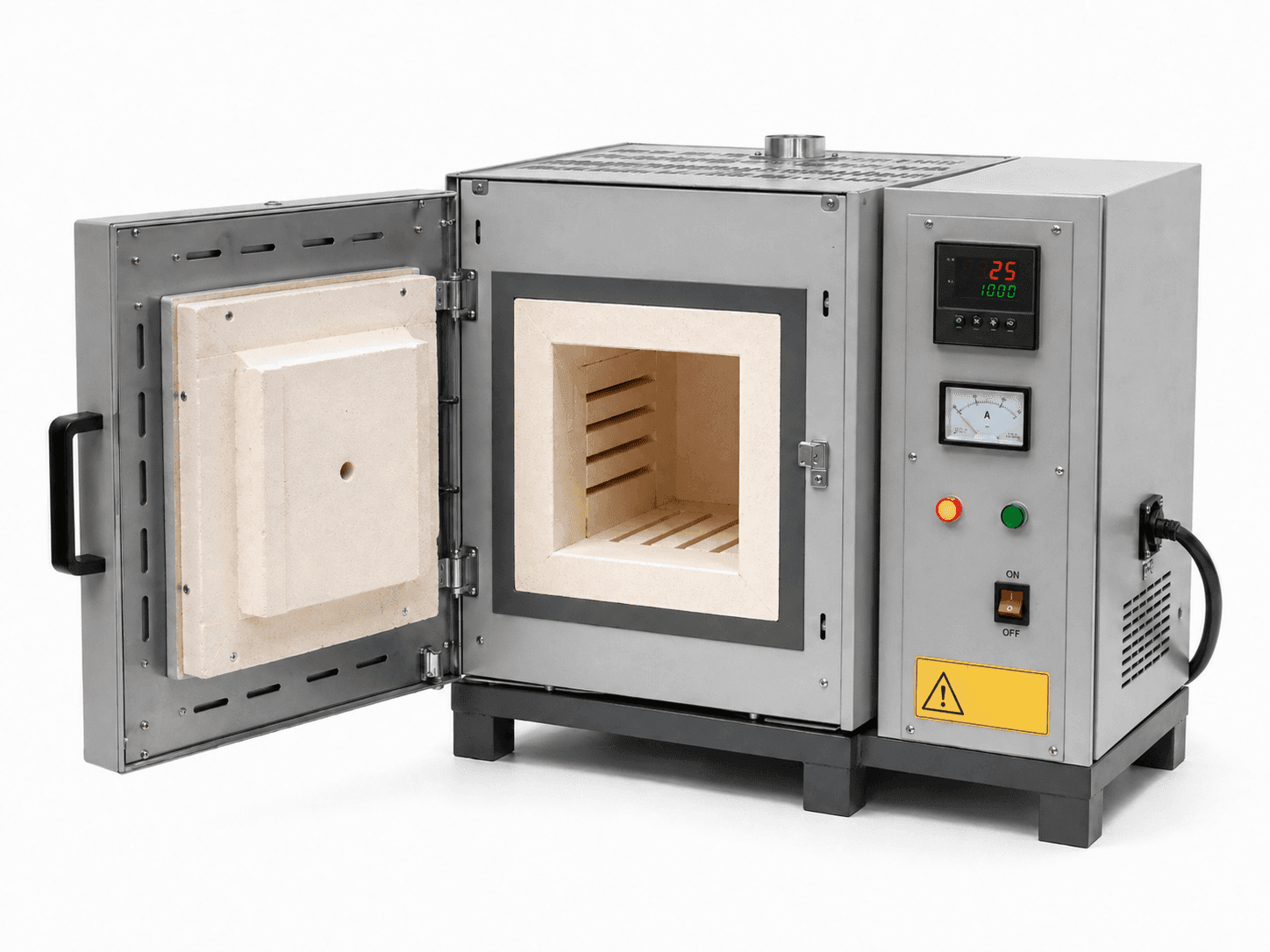
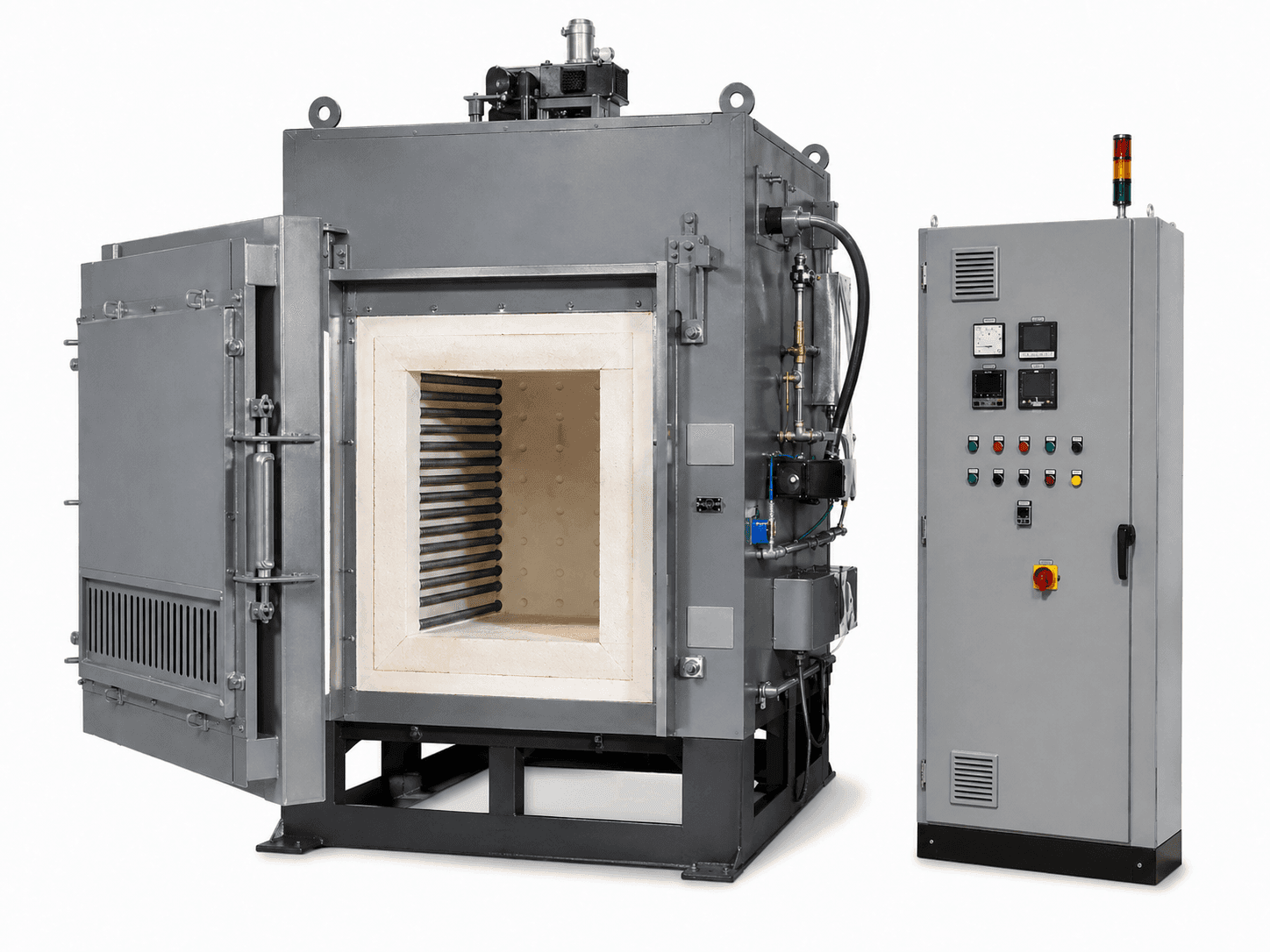
Box (Chamber) Furnace Series
Box (chamber) furnaces are built for batch heat treatment of small to medium workpieces, dies and molds, machined parts, prototype parts and small production runs. Suneng delivers custom-engineered box heat-treatment furnaces tailored to your workpiece dimensions, unit weight, charge weight, maximum temperature, process curves and on-site conditions.
Suited to annealing, tempering, or stress relief of machined parts, small structural components, and general metal parts.
Suited to heat treatment of small to medium dies, molds, tooling, and thick-walled parts, where support method and temperature uniformity matter.
Suited to small-batch heat treatment during new-product trials, material validation, and process development.
Suited to batch heat treatment with limited volumes, frequent specification changes, and relatively simple loading and unloading.
Applicable to annealing, normalizing, or stress relief of selected small to medium castings and forgings.
Commonly used for post-weld stress relief or tempering of small to medium weldments, where distortion control must be confirmed.
Suited to through-heating of small to medium structural parts that can be loaded manually or with simple fixturing.
Suited to heat-treatment parameter validation, material comparison, and small-batch trial production.
We set the effective chamber dimensions based on the largest workpiece envelope, loading clearances, and your fixturing or charge-basket arrangement.
We match the refractory lining and heating elements to your maximum temperature, typical operating temperature, and heat-up / cool-down schedule.
We engineer the hearth plate, charge baskets, and support structure around unit weight, charge weight per load, and loading method.
We can configure multi-zone temperature control, recording, and alarm protection for annealing, tempering, normalizing, aging, and similar processes.
We define the scope of manufacturing, commissioning, and after-sales service around your shop-floor space, power supply, lifting capacity, and installation boundaries.
Suited to softening or microstructure adjustment of small to medium parts, dies, molds, castings, and forgings; confirm material grade, annealing temperature, soak time, and cooling method.
Suited to tempering of quenched parts, dies, molds, and machined components; confirm tempering temperature, charge weight, soak time, and recording requirements.
Suited to microstructure refinement of selected steel parts, castings, and forgings; confirm maximum temperature, unloading method, cooling conditions, and part spacing.
Applicable to the pre-quench heating stage; confirm heating temperature, transfer method, downstream quench medium, and safety interlocks.
Suited to aging of selected alloy parts or prototype parts; confirm temperature range, soak time, and batch-to-batch consistency requirements.
Commonly used for weldments, machined parts, and small structural components; confirm heat-up / cool-down rates, in-chamber support, and distortion-control requirements.
A box furnace cannot be quoted from the furnace type name alone. The price depends on workpiece material, dimensions, charge weight, maximum temperature, temperature uniformity requirements, heating-element type, control system, and site conditions, with the mutually confirmed technical proposal taking precedence.
Comprises the furnace shell, chamber, insulation layer, and steel structure, designed to the chamber dimensions, temperature rating, and duty frequency.
Refractory materials, ceramic fiber, castables, or composite insulation structures selected to suit temperature, heat-up / cool-down schedule, and maintenance requirements.
Heating elements such as resistance wire, radiant tubes, silicon carbide (SiC) rods, and molybdenum disilicide (MoSi2) rods selected to suit the temperature rating and process requirements.
Side-opening door, vertical-lift door, sealing structure, and safety interlocks confirmed per loading method, working space, and heat-loss control.
Hearth plate, charge baskets, support structure, and loading method designed to workpiece weight, charge weight, and high-temperature strength.
Configurable temperature controller, PLC, touchscreen HMI, chart recorder, multi-zone control, and alarm protection, with specific targets confirmed in the proposal.
Box furnaces are typically custom-engineered equipment, and a fixed price cannot be given in isolation from the workpiece, temperature, and configuration. The following factors significantly affect the furnace structure, material configuration, control system, and delivery scope.
| A Box Furnace Suits | A Bogie-Hearth Furnace Suits |
|---|---|
| Small to medium workpieces with relatively simple loading and unloading | Large workpieces or heavy single pieces |
| Small-batch processing or multi-variety prototyping | Applications needing a bogie to carry the load in and out |
| Prototyping, process validation, and test tasks | Applications needing crane lifting or fixtured loading |
| A more compact furnace body with relatively manageable site space | Larger chamber dimensions requiring track and foundation provisions |
| A relatively manageable investment budget, with configuration customized to the process | Batch heat treatment of large castings, forgings, dies and molds, and welded structures |
Box (chamber) furnaces are well suited to small and medium parts, die and mold components, prototype pieces, small-batch workpieces, and multi-variety heat-treatment tasks. Workpiece dimensions, charging method, batch frequency, door-opening arrangement, and whether the unit serves laboratory or production use all influence the furnace chamber size, heating-element layout, and control-system configuration.
Common processes include annealing, tempering, normalizing, pre-quench heating, aging, and stress relief. Each process calls for different temperature ranges, ramp rates, soak times, and atmosphere requirements, so the chamber structure and heating method should be confirmed against the specific process conditions.

Provide workpiece material, dimensions, weight, charge weight, temperature, and process requirements.

Set the effective dimensions from workpiece envelope, charge baskets, loading clearances, and working space.

Define heating elements, refractory lining structure, furnace door type, and control-system requirements.

Develop the technical proposal, main configuration, quote scope, and delivery boundaries.

Complete inspection of the furnace body, refractory lining, heating elements, furnace door, and electrical control system.
Carry out on-site installation and commissioning, operator training, and ongoing service support.
Commonly used for annealing, tempering, normalizing, and stress relief of small to medium machined parts and small structural components.
Suited to heat treatment of small to medium dies, molds, tooling, and thick-walled parts, with a focus on support method and temperature uniformity.
Applicable to microstructure adjustment, annealing, or stress relief of selected small to medium castings and forgings.
Suited to batch heat treatment of small-run components, prototype parts, and multi-specification parts.
Suited to small-batch heat treatment during material testing, process validation, and new-product development.
Suited to multi-variety, small-batch processing, where changeover efficiency and process coverage matter.
Applicable to annealing, tempering, or stress relief of selected small to medium equipment parts and supporting components.
This page does not fabricate customer cases. The following serves only to illustrate common box furnace applications; specifics for a given project can be further confirmed during commercial discussions based on authorized materials.
Set the chamber, heating, and control configuration around tempering temperature, charge weight, soak time, and recording requirements.
Focus on confirming die and mold dimensions, support method, heat-up / cool-down curve, and temperature uniformity requirements.
Suited to small-batch material validation or process development; define temperature range, recording method, and changeover needs.
Assess chamber dimensions and the heating system based on material, part spacing, annealing temperature, and cooling method.
Box (chamber) furnaces suit batch heat-treatment of small and medium mechanical parts, dies and molds, prototype pieces, small-batch workpieces, castings and forgings, weldments, and structural components. Their relatively compact design works well for workpieces that are straightforward to load and unload, run in modest batch sizes, or vary widely in specification. The specific chamber size and configuration should be determined together with the workpiece dimensions, weight, and charge weight.
Yes. Box (chamber) furnaces are commonly used for annealing, tempering, normalizing, quench heating, aging, and stress relief. Each process has different requirements for maximum temperature, heating and cooling curves, soak time, charging method, and temperature uniformity, so these should be confirmed item by item during the proposal stage against the material grade and workpiece condition.
The price of a box (chamber) furnace is mainly influenced by the furnace chamber size, maximum temperature, refractory lining material, heating-element type, charge weight, temperature-uniformity requirements, control system, door structure, whether forced air circulation is required, and the scope of installation and commissioning. Box (chamber) furnaces are largely custom-engineered equipment, so parameters need to be submitted first before a proposal and price range can be assessed.
A box (chamber) furnace has a more compact structure and suits small and medium workpieces, small-batch processing, and prototype or process-validation work; a bogie-hearth furnace has a movable bogie and is better suited to large, heavier workpieces or those that require crane handling. The choice should be based on a comparison of workpiece dimensions, weight, loading and unloading method, furnace chamber size, and available floor space.
The temperature rating of a box (chamber) furnace depends on the heat-treatment process, refractory lining material, heating-element type, furnace chamber size, and frequency of use, and cannot be promised against a single fixed maximum temperature. Typical configurations select solutions such as resistance wire, radiant tubes, silicon carbide (SiC) rods, or molybdenum disilicide (MoSi2) rods according to the process temperature, with the final scope governed by the technical proposal.
Temperature uniformity is related to the furnace chamber size, heating-element layout, refractory lining structure, door sealing, charging method, air circulation, and control zoning. During the proposal stage the target figures should be set together with the effective working zone, workpiece arrangement, process temperature, and acceptance criteria; fixed values cannot be promised independently of the furnace type and operating conditions.
It can be assessed first. Common retrofit directions for an old box (chamber) furnace include refractory lining renewal, door-seal repair, heating-element replacement, control-system upgrades, completing safety interlocks, and optimizing zone control. Whether a retrofit is worthwhile should be judged together with the condition of the furnace body, fault history, energy consumption, spare-parts availability, and the production shutdown window.
We recommend preparing the workpiece material, dimensions, weight per piece, charge weight per cycle, maximum temperature, typical operating temperature, heat-treatment process, temperature-uniformity requirements, heating method, door structure, on-site space, and installation conditions. Even if the information is incomplete you can begin the discussion, and our engineers will advise on what still needs to be supplemented.