Large castings
Suited to castings with large single-piece dimensions that require full-charge loading/unloading and slow heat-up and cool-down.

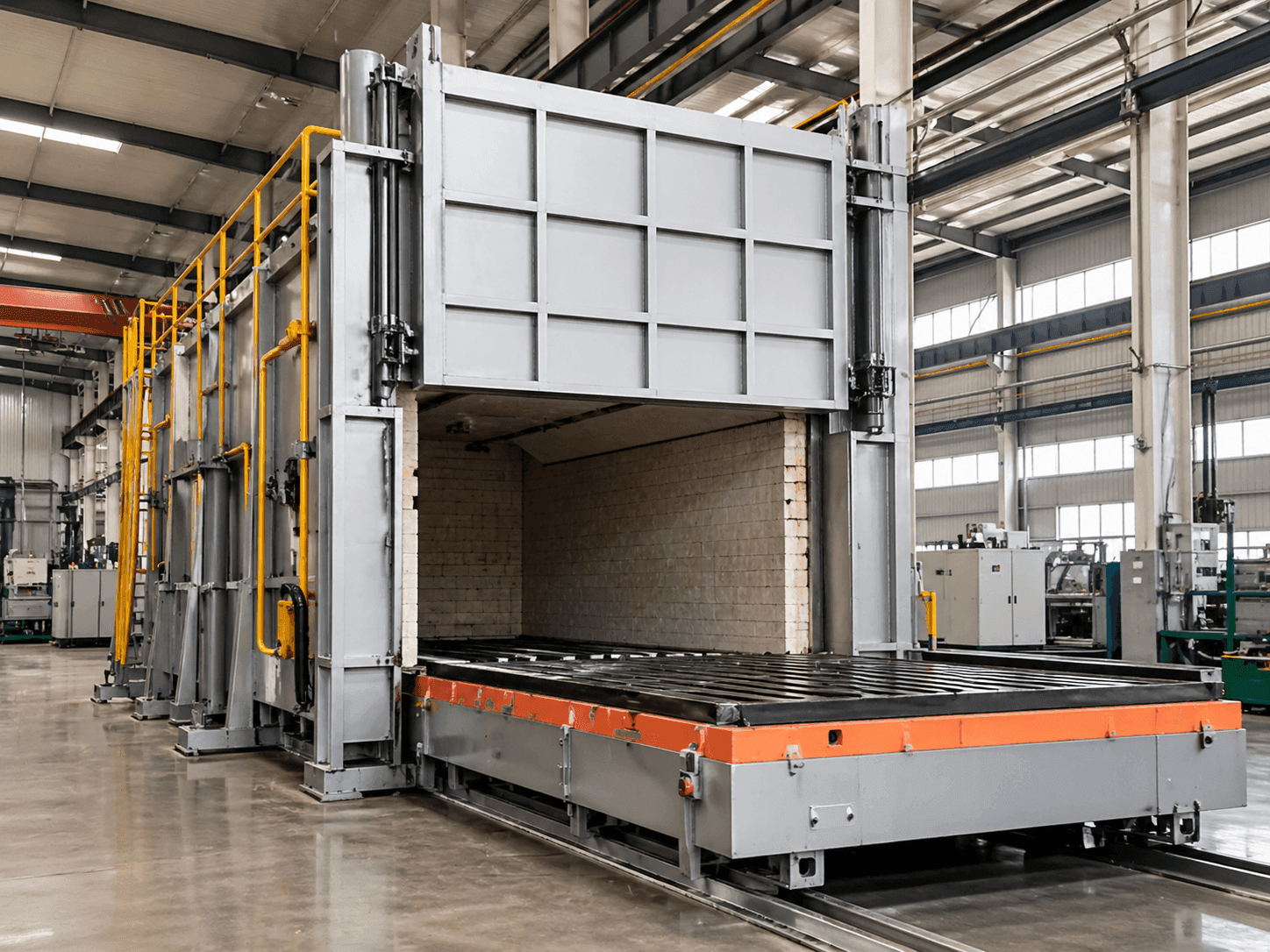
Bogie-Hearth Furnace Series
Bogie-hearth furnaces are built for batch (cyclic) heat treatment of large workpieces, castings, weldments, dies, and structural parts. Based on workpiece dimensions, single-piece weight, charge weight, maximum temperature, the process curve, and on-site conditions, Suneng delivers custom-engineered bogie-hearth heat-treatment furnaces.
Suited to castings with large single-piece dimensions that require full-charge loading/unloading and slow heat-up and cool-down.
Commonly used for post-weld stress relief, tempering, and through-heating; distortion control and the loading method should be confirmed.
Suited to heat treatment of large dies, tooling, and heavy-wall parts, with a focus on temperature uniformity and the support arrangement.
Suited to annealing, tempering, normalizing, or stress relief after machining.
A bogie-hearth or pit-furnace solution can be evaluated based on length, diameter, fixturing, and lifting conditions.
Suited to heating large, irregularly shaped structural parts that require bogie-based loading and unloading.
Suited to multi-specification, multi-batch cyclic processing, where charging efficiency and chamber utilization matter.
Suited to batch parts that are unsuitable for continuous conveying and require consolidated charging and discharging.
The effective working zone and furnace structure are determined from maximum overall dimensions, loading method, and lifting conditions.
Bogie load capacity, rail, and foundation requirements are assessed from single-piece weight, per-charge weight, and the support arrangement.
Electric or gas-fired heating is matched to the process — annealing, tempering, normalizing, quench heating, and more.
PLC, touchscreen HMI, chart recorder, multi-zone temperature control, and alarm/protection can be configured to project requirements.
The manufacturing and commissioning plan is finalized around workshop space, lifting conditions, the production-shutdown window, and installation boundaries.
For microstructure improvement or softening of castings, forgings, structural parts, and dies; confirm material, heat-up curve, soak time, and cooling method.
For quenched parts, dies, and structural components; confirm tempering temperature, charge weight, soak time, and temperature-uniformity requirements.
For microstructure adjustment of certain steel parts and cast/forged components; confirm maximum temperature, discharge method, cooling conditions, and how workpieces are stacked.
For the pre-quench heating step; confirm heating temperature, transfer time, the subsequent cooling method, and safety-interlock requirements.
For aging of certain alloy or structural parts; confirm the temperature range, soak time, and batch-stability requirements.
Commonly used for weldments, castings, and machined parts; confirm workpiece dimensions, the source of residual stress, heat-up/cool-down rates, and the loading/support arrangement.
A bogie-hearth furnace quote cannot be estimated from the furnace type alone. It depends on workpiece dimensions, charge weight, process temperature, temperature-uniformity requirements, heating method, bogie load capacity, production cycle time, and on-site conditions, with the mutually confirmed technical proposal being authoritative.
Includes the shell, chamber, insulation layer, and steel structure, designed to the chamber size, temperature rating, and long-term operating conditions.
Refractory materials, ceramic fiber, and composite insulation are selected based on temperature, the heat-up / cool-down schedule, and maintenance requirements.
Bogie load capacity, travel mechanism, rail/foundation, and charging method are determined from single-piece weight, total charge weight, and on-site rails.
A lift-up door, sealing structure, and door drive can be configured, with a focus on heat loss, operating safety, and ease of maintenance.
Electric or gas-fired heating, selected together with energy conditions, temperature range, heat-up requirements, and on-site safety requirements.
Temperature controller, PLC, touchscreen HMI, chart recorder, multi-zone temperature control, and alarm/protection can be configured, with specifics confirmed in the proposal.
This is custom-engineered equipment; a fixed price cannot be quoted without parameters. The following factors materially affect the furnace structure, material selection, control system and delivery scope.
| This furnace suits | The alternative suits |
|---|---|
| Large workpieces requiring full-charge loading/unloading | Small to medium workpieces with relatively simple loading/unloading |
| Heavy single pieces requiring bogie support | Lighter single pieces or small batches |
| Requires an overhead crane for loading/unloading | Loading/unloading achievable by hand or with simple tooling |
| Large chamber; rails and foundation must be reserved on site | More compact body with relatively manageable installation space |
| Suited to batch heat treatment of large structural parts, dies, castings, and forgings | Suited to small-batch parts, prototypes, and small to medium workpieces |


Provide workpiece dimensions, weight, charge weight, temperature, and process requirements.

Define the effective dimensions from workpiece geometry, load capacity, rail/foundation, and the loading/unloading method.

Finalize the temperature rating, heating method, control system, and furnace-door design.

Produce the technical proposal, key configuration, quote range, and delivery scope.

Complete inspection of the furnace body, bogie, refractory lining, heating, and electrical control systems.
Carry out on-site installation and commissioning, operator training, and ongoing service support.
Commonly used for annealing, tempering, normalizing, and stress relief of machined parts, structural parts, and large components.
Suited to batch heat treatment of large castings, forgings, and heavy-wall parts; charge weight and the heat-up/cool-down curve need attention.
Commonly used for heat treatment of large dies, tooling, and complex-section parts, with a focus on the support arrangement and temperature uniformity.
Suited to stress relief or tempering of weldments, frame parts, and large steel structures.
Suited to heat treatment of components that are non-continuous in batch, larger in size, or require bogie-based loading and unloading.
Suited to heat-treatment projects supporting large structural parts, heat-resistant components, and equipment manufacturing.
Suited to processing of multiple part types and batches, balancing chamber utilization, charging efficiency, and process coverage.
This page does not fabricate customer case studies. The following are common application scenarios only; specific projects can be confirmed with authorized materials during commercial discussion.
Chamber, bogie, and refractory-lining configuration are set around workpiece dimensions, single-piece weight, soak time, and cooling method.
Focus on confirming heat-up/cool-down rates, workpiece support, furnace-door sealing, and on-site lifting conditions.
Heating and control systems are configured based on die dimensions, charge weight, temperature uniformity, and recording requirements.
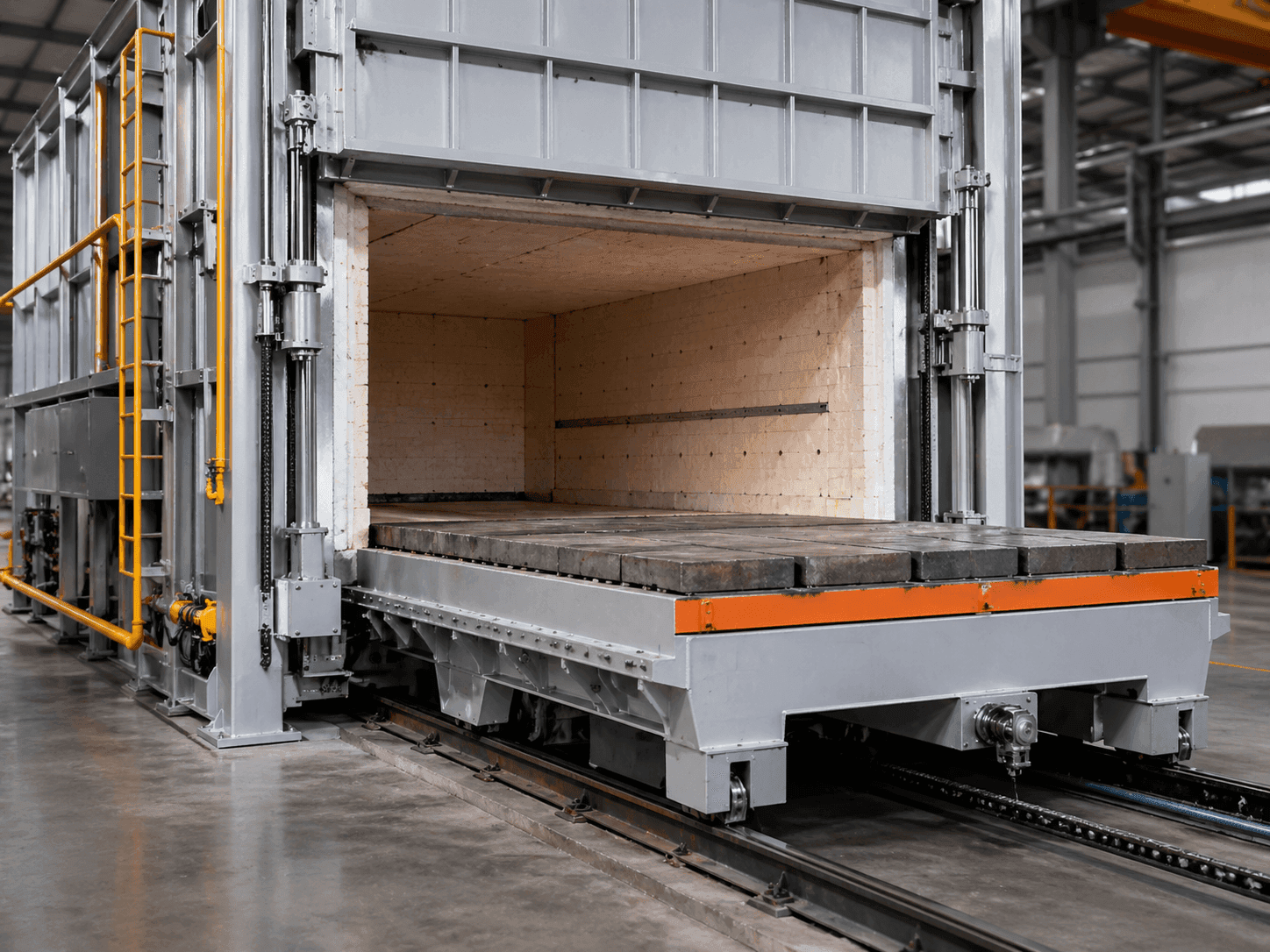
Bogie-hearth furnaces suit large castings, welded structural parts, dies and molds, machined parts, steel structures, and other workpieces that are large in size or heavy as single pieces. The bogie-based charging method makes crane lifting and whole-load loading and unloading straightforward. Whether one is suitable should be judged together with the workpiece dimensions, weight, charging method, and heat-treatment process.
Yes. Bogie-hearth furnaces are commonly used for batch heat-treatment processes such as annealing, tempering, normalizing, quench heating, aging, and stress relief. Each process has different requirements for maximum temperature, heating and cooling curves, soak time, charging method, and temperature uniformity, which should be confirmed item by item during the proposal stage.
The price of a bogie-hearth furnace is mainly influenced by the furnace chamber size, bogie load capacity, maximum temperature, refractory lining material, heating method, control system, temperature uniformity, whether forced air circulation is required, and the scope of installation and commissioning. Bogie-hearth furnaces are largely custom-engineered equipment, so parameters usually need to be submitted first before a proposal and price range can be assessed.
A bogie-hearth furnace has a movable bogie and suits large, heavier workpieces or those that require crane lifting; a box (chamber) furnace has a more compact structure and suits small to medium workpieces, small-batch, or prototype work. Both can be custom-engineered; the choice should compare workpiece dimensions, weight, charge weight, and available floor space.
Either electric resistance heating or gas-fired heating can be assessed according to project conditions. A gas-fired bogie-hearth furnace requires consideration of the combustion system, gas piping, safety interlocks, flue extraction, and local emission requirements; an electric resistance furnace focuses more on power-supply capacity, heating elements, and control zoning. The choice should be determined by the energy supply and process requirements.
Temperature uniformity is related to the furnace chamber size, heating-element layout, combustion system, refractory lining structure, door sealing, air circulation, and control zoning. During the proposal stage the target figures should be set together with the effective working zone, process temperature, and acceptance criteria; fixed values cannot be promised independently of the furnace type and workpiece condition.
It can be assessed first. Common retrofit directions for an old bogie-hearth furnace include refractory lining renewal, door-seal repair, heating-system upgrades, bogie and track servicing, and control-system retrofits. Whether a retrofit is worthwhile should be judged together with the condition of the furnace body, safety risks, energy-consumption data, the production shutdown window, and the retrofit cost.
We recommend preparing the workpiece dimensions, single-piece weight, charge weight per load, maximum temperature, typical operating temperature, heat-treatment process, temperature-uniformity requirements, heating method, bogie load capacity, site photos, lifting conditions, and workshop space. Even if the information is incomplete you can begin the discussion, and our engineers will advise on what still needs to be supplemented.