Standard Parts
Suited to continuous, high-volume heat treatment of bolts, nuts and other standard parts with relatively stable specifications.
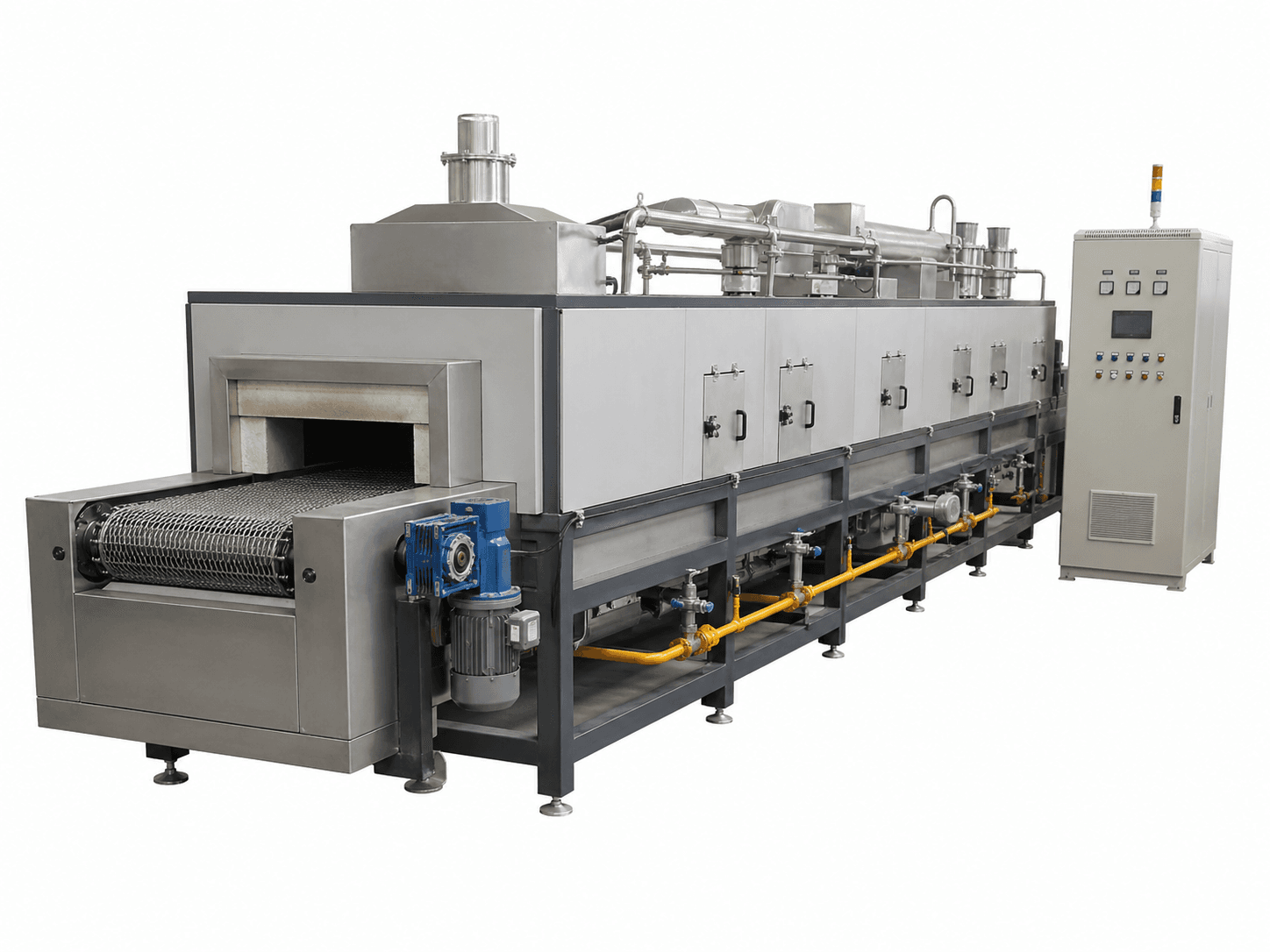
Mesh-Belt Furnace Series
Mesh-belt furnaces are built for continuous, high-volume heat treatment of standard parts, small components, hardware, fasteners and other metal parts. Based on workpiece dimensions, material, unit weight, throughput and cycle time, maximum temperature, process curve and on-site conditions, Suneng delivers custom-engineered mesh-belt heat-treatment furnace solutions.
Suited to continuous, high-volume heat treatment of bolts, nuts and other standard parts with relatively stable specifications.
Commonly used for continuous tempering, annealing or quench heating of fasteners, where layer thickness and transfer cycle time require attention.
Suited to batch processing of lightweight small metal parts that can be spread out and conveyed continuously.
Suited to continuous annealing, tempering or stress relief of stamped hardware, connectors and small fittings.
Common for continuous heating or stabilizing treatment of high-volume stampings, where distortion control and cooling method must be confirmed.
Can be evaluated for heat treatment of certain small bearing components, with material, dimensions and temperature curve as the key items to confirm.
Suited to continuous heat treatment of small, high-volume components, where cycle time, traceability and charging/discharging integration require attention.
Suited to heat-treatment tasks with stable output, a fixed process route and continuous infeed and outfeed.
We determine mesh-belt speed and furnace chamber length from hourly throughput, unit weight, layer thickness and soak time.
Around continuous annealing, tempering, quench heating, solution treatment and similar processes, we match the number of temperature zones, cooling method and control scheme.
We evaluate mesh-belt material, width, tensioning and drive design based on workpiece geometry, temperature, load and continuous running time.
We can integrate upstream and downstream operations such as charging, discharging, washing, quench tanks and tempering furnaces, defining clear equipment-interface boundaries.
Temperature uniformity, cycle time, recording and interlock requirements are specified in the technical proposal; we avoid committing to fixed figures detached from actual operating conditions.
Suited to softening or microstructure adjustment of small parts, hardware and certain metal parts; material, annealing temperature, in-furnace dwell time and cooling method must be confirmed.
Suited to tempering of quenched small parts, fasteners and standard parts; tempering temperature, mesh-belt speed, load thickness and recording requirements must be confirmed.
Can be used as the heating stage before continuous quenching; heating temperature, transfer time, quenching medium, interlock protection and downstream tempering setup must be confirmed.
Can be evaluated for stainless-steel small parts or alloy components based on project requirements, with material grade, temperature schedule, cooling rate and atmosphere conditions as the key items to confirm.
Suited to batch aging of certain alloy or metal small parts; temperature range, soak time, throughput, cycle time and charging method must be confirmed.
Suited to small welded parts, stampings or machined parts; the source of residual stress, heat-up / cool-down requirements and continuous running cycle time must be confirmed.
A mesh-belt furnace cannot be quoted from the furnace type name alone. The price depends on workpiece material, dimensions, unit weight, hourly throughput, mesh-belt width, furnace chamber length, number of temperature zones, atmosphere and cooling method, and is ultimately governed by the technical proposal confirmed by both parties.
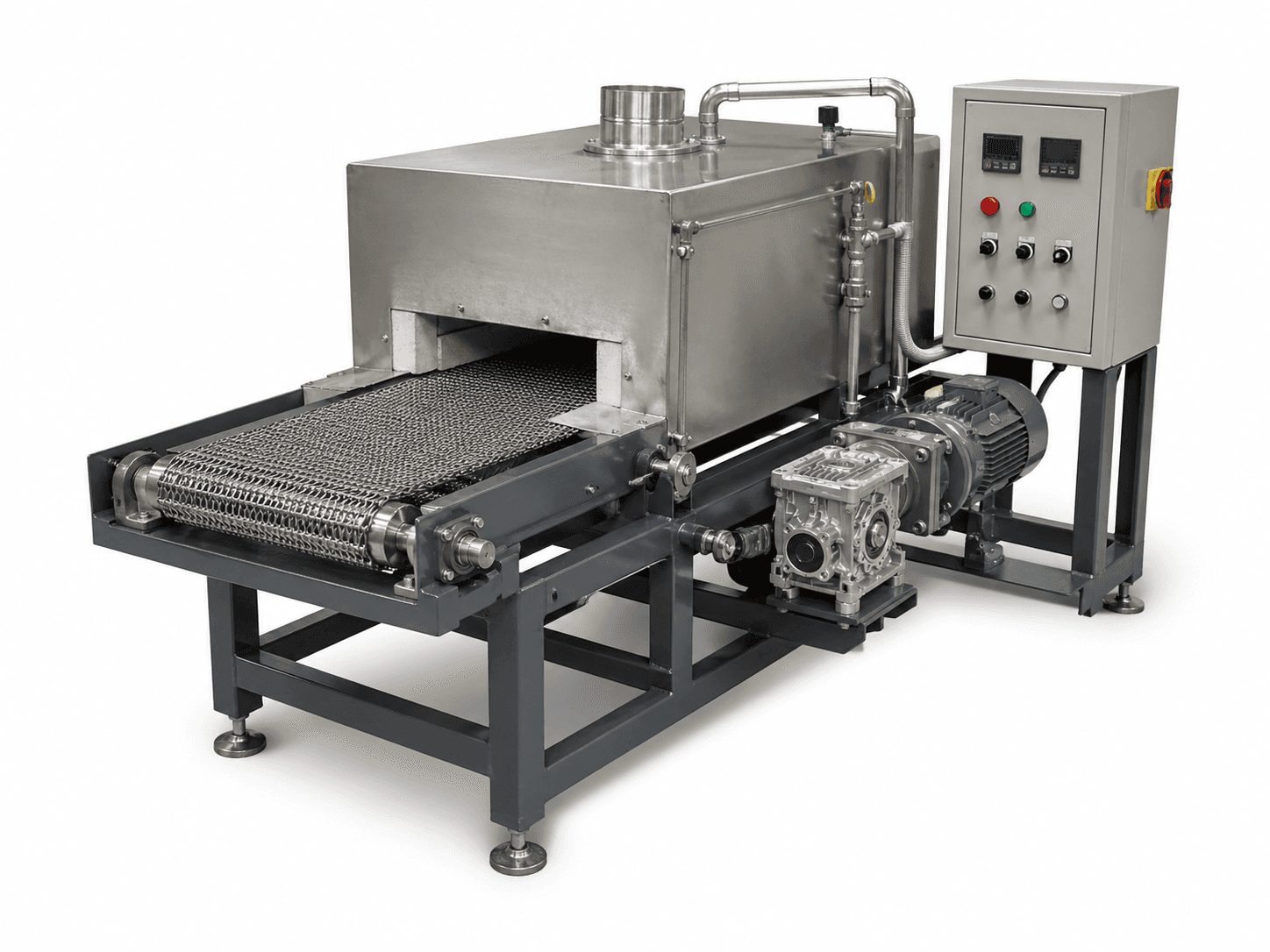
Includes the shell, furnace chamber, insulation layer, zone partitioning and access provisions, designed to continuous-running and maintenance requirements.
Mesh-belt material, width, speed, tensioning structure and drive method are determined by workpiece weight, temperature and running cycle time.
Electric resistance heating or gas-fired heating, selected according to temperature range, energy availability, throughput and on-site safety requirements.
Refractory materials, ceramic fiber and composite insulation structures are selected by temperature class, continuous-running conditions and maintenance interval.
Air cooling, water cooling, protective-atmosphere cooling or an integrated cooling section, confirmed against material, process objective and downstream operations.
Configurable PLC, touchscreen HMI, temperature controllers, chart recorders, multi-zone control, variable-frequency conveying and alarm protection.
Charging, discharging, washing, quench tank and tempering furnace linkage can be configured to project requirements.
A mesh-belt furnace is a custom-engineered continuous heat-treatment system, and no fixed price can be given without reference to the workpiece, cycle time and process. The following factors significantly affect the furnace body structure, conveyor system, control configuration and delivery scope.
| Mesh-belt furnace is suited to | Bogie-hearth furnace is suited to | Roller-hearth furnace is suited to |
|---|---|---|
| Batch processing of small parts, standard parts and fasteners | Continuous conveying of plates, bars or fairly regular workpieces | |
| Stable throughput requiring continuous production | Defined line cycle time with high demands on in-furnace conveying stability | |
| Lightweight parts that can be spread across the mesh belt | Workpieces better suited to roller-table support and straight-line conveying | |
| A focus on mesh-belt speed, layer thickness and charging/discharging integration | A focus on furnace roller material, load, drive and roller-table maintenance | |
| Suited to continuous annealing, tempering, quench heating and other batch processes for small parts | Suited to continuous heat-treatment lines for plates, bars, tubes and similar products |
Mesh-belt furnaces are suited to fasteners, small parts, stampings, standard parts and high-volume parts that require continuous heat treatment. Workpiece dimensions, unit weight, layer thickness, belt width, running speed and cooling method all affect the furnace chamber length, the temperature-zone configuration and the stability of continuous production.
Common processes include quenching, tempering, annealing and normalizing. Where continuous quench-and-temper or protective-atmosphere operation is required, the whole line should be evaluated together with the material grade, the heat-treatment curve, the cooling medium, the washing and drying stages and the tempering-section configuration.

Provide workpiece material, dimensions, weight, throughput, temperature and process requirements.

Calculate mesh-belt width, running speed, furnace chamber length and charging method.

Define temperature zones, temperatures, atmosphere, cooling method and integration boundaries.

Produce the technical proposal, main configuration, quote range and delivery scope.

Complete inspection of the furnace body, mesh belt, drive, refractory lining, heating and electrical control systems.
Carry out on-site installation and commissioning, operator training and ongoing service support.
Common for continuous annealing, tempering or quench heating of bolts, nuts and other standard parts.
Suited to continuous heat treatment of stamped hardware, small connectors and high-volume fittings.
Commonly used for continuous production of small components, where cycle time, stability and data-recording requirements need attention.
Continuous heating, tempering or stabilizing treatment can be evaluated based on material, dimensions and heat-treatment objective.
Suited to heat treatment of mechanical parts with stable specifications, light unit weight and continuous infeed and outfeed.
Continuous annealing or solution treatment can be evaluated, with material grade, temperature and cooling requirements as the key items to confirm.
Suited to continuous processing of small parts with stable batches and a clear process route, balancing process coverage and changeover efficiency.
This page does not fabricate customer cases. The following serves only to illustrate common mesh-belt furnace applications; specific projects can be further confirmed during commercial discussions based on authorized materials.
Temperature zones and control configuration are determined around tempering temperature, load thickness, mesh-belt speed and recording requirements.
Furnace chamber length and throughput/cycle time are evaluated based on material, annealing temperature, soak time and cooling method.
Can be assessed as a preliminary project direction; material grade, solution temperature, cooling rate and atmosphere conditions must be confirmed.
The focus is on multi-product changeover, charging/discharging integration, maintenance windows and room for future expansion.
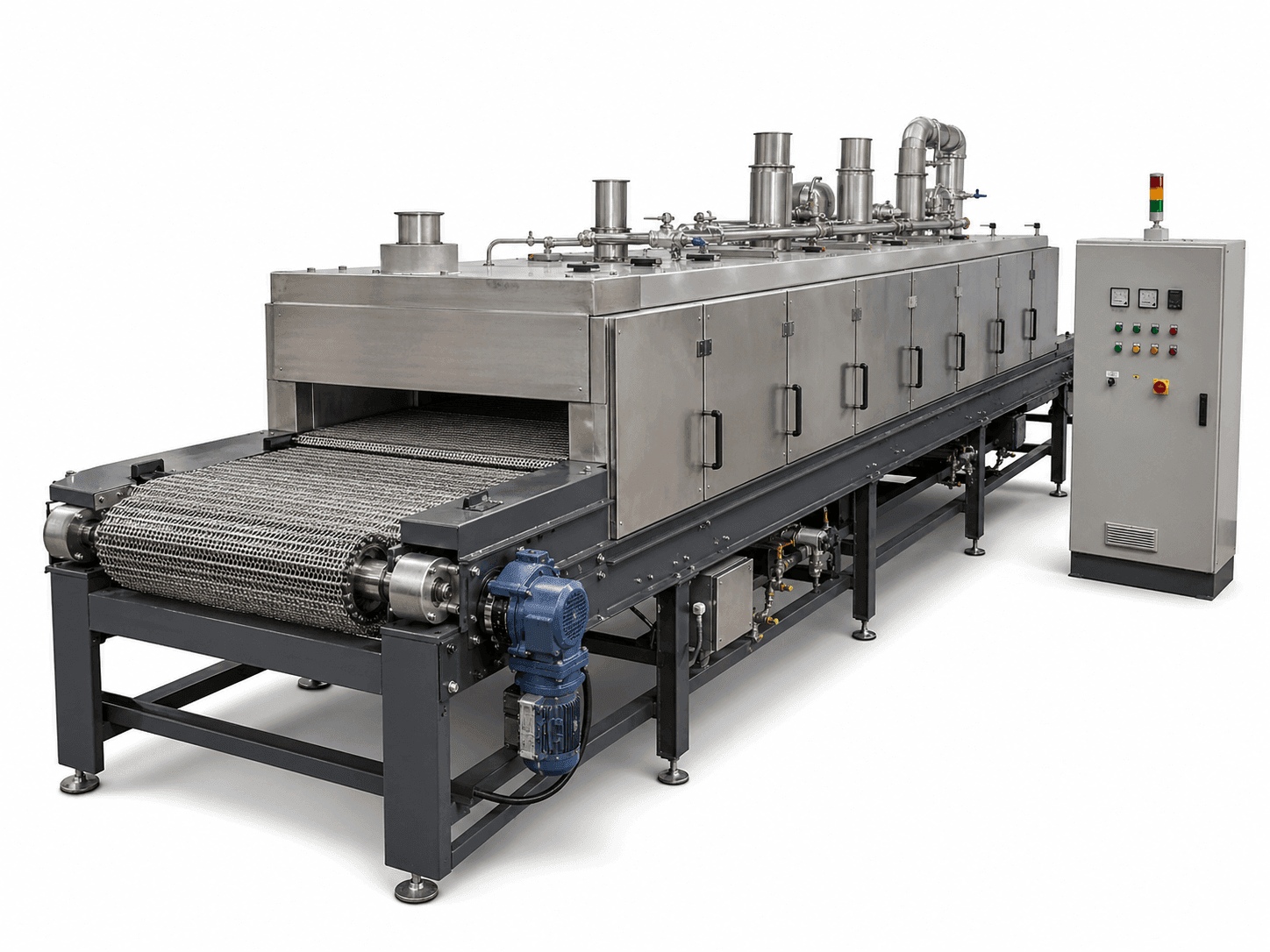
Mesh-belt furnaces are well suited to standard parts, fasteners, hardware, stampings, small metal components and high-volume parts requiring continuous heat treatment. They are especially appropriate for products that are relatively light per piece, dimensionally consistent and can be spread out and conveyed continuously. Selection should be based on workpiece dimensions, unit weight, layer thickness on the belt, required throughput and the intended heat-treatment process.
A mesh-belt furnace can be used for continuous annealing, continuous tempering, quench heating, aging and stress relief. Solution treatment can also be evaluated on a project basis, but it requires careful confirmation of the material grade, temperature schedule, cooling rate, atmosphere conditions and the heat resistance demanded of the belt. We do not recommend specifying a configuration in isolation from the actual workpiece and process.
The price of a mesh-belt furnace is mainly driven by belt width, furnace chamber length, the number of temperature zones, maximum temperature, throughput, belt material, heating method, atmosphere requirements, cooling method, the control system, and integration with charging and discharging. A mesh-belt furnace is typically a custom-engineered unit, so we need the parameters first before we can assess the proposal and price range.
A mesh-belt furnace emphasizes continuous conveying and a steady cycle, which suits high-volume heat treatment of small parts, standard parts and fasteners. A bogie-hearth furnace uses batch charging and is better suited to large, heavy or irregularly shaped workpieces. When choosing between them, compare workpiece weight, charging method, throughput and the on-site loading and unloading conditions.
The mesh-belt furnace is a common continuous heat-treatment furnace type and can be configured on a project basis for continuous feeding, heating, soaking, cooling, tempering, or washing and drying. That said, its continuous-running capability depends on the belt material, drive system, refractory lining, heating system, maintenance windows and on-site management, and should be confirmed against the actual operating conditions.
Temperature uniformity depends on furnace chamber length, zone layout, the arrangement of heating elements or the combustion system, refractory insulation, belt speed, layer thickness, atmosphere circulation and the control system. The target figures should be set during the proposal stage in line with the effective heating zone, process temperature and acceptance criteria; fixed values should not be guaranteed in isolation from the operating conditions.
An assessment can be carried out first. Common upgrade directions for an old mesh-belt furnace include relining the refractory, servicing the belt and drive system, upgrading the heating system, retrofitting zone temperature control, optimizing the cooling section and improving the safety interlocks. Whether a retrofit is worthwhile depends on the condition of the furnace body, the available downtime window, spare-parts availability and the retrofit cost taken together.
We recommend preparing the workpiece material, dimensions and unit weight, the required throughput per hour, the belt width or existing line speed, the maximum temperature, the heat-treatment process, atmosphere requirements, the cooling method, the loading and unloading method, on-site photos and the supporting site conditions. You are welcome to get in touch even if the information is incomplete, and our engineers will advise on what still needs to be added.