Meets Process Requirements
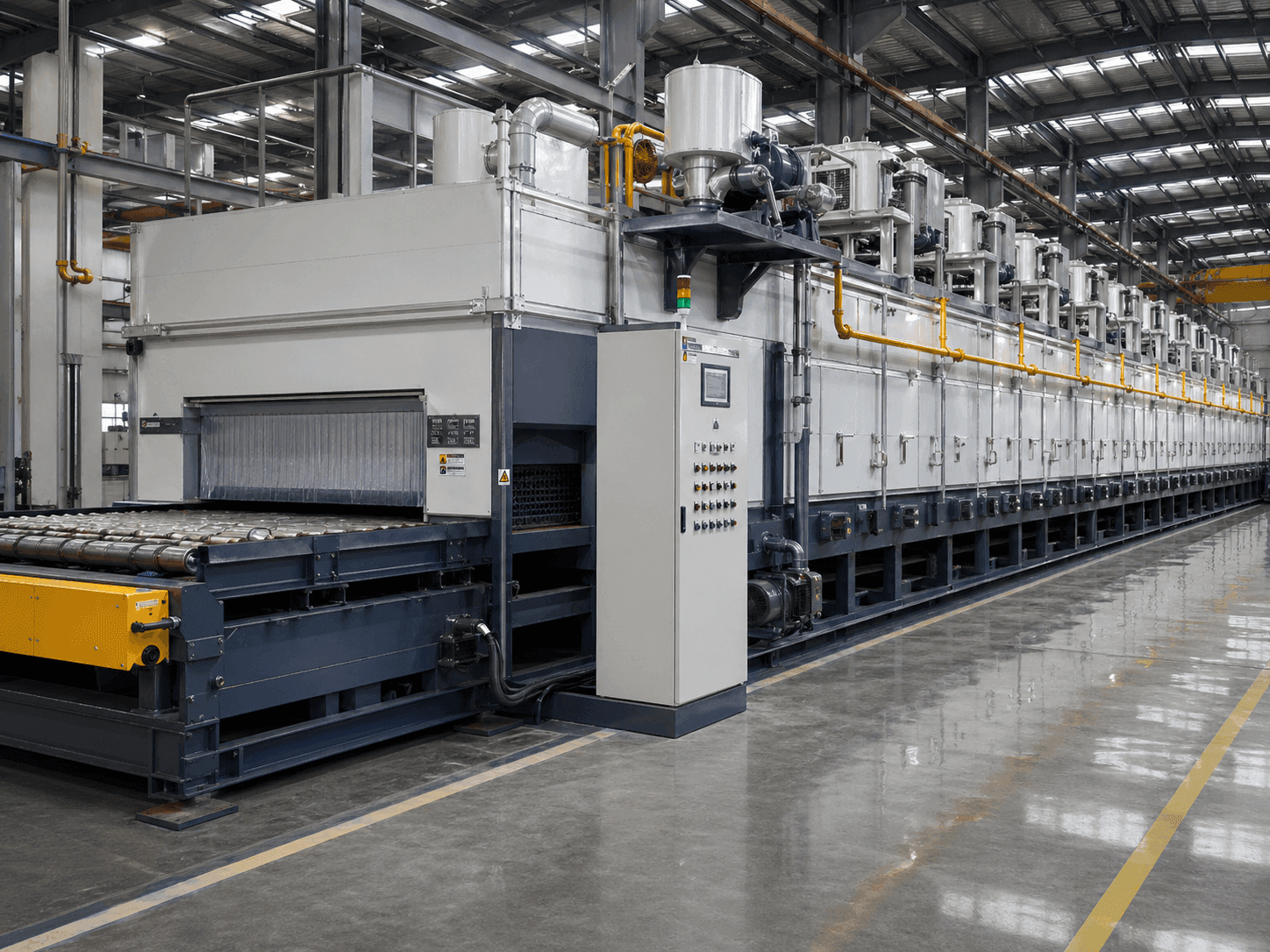
Furnace chamber length, heating zones and the temperature-control curve are tailored to workpiece specifications, heat-treatment temperature, soak time and continuous-conveying requirements.
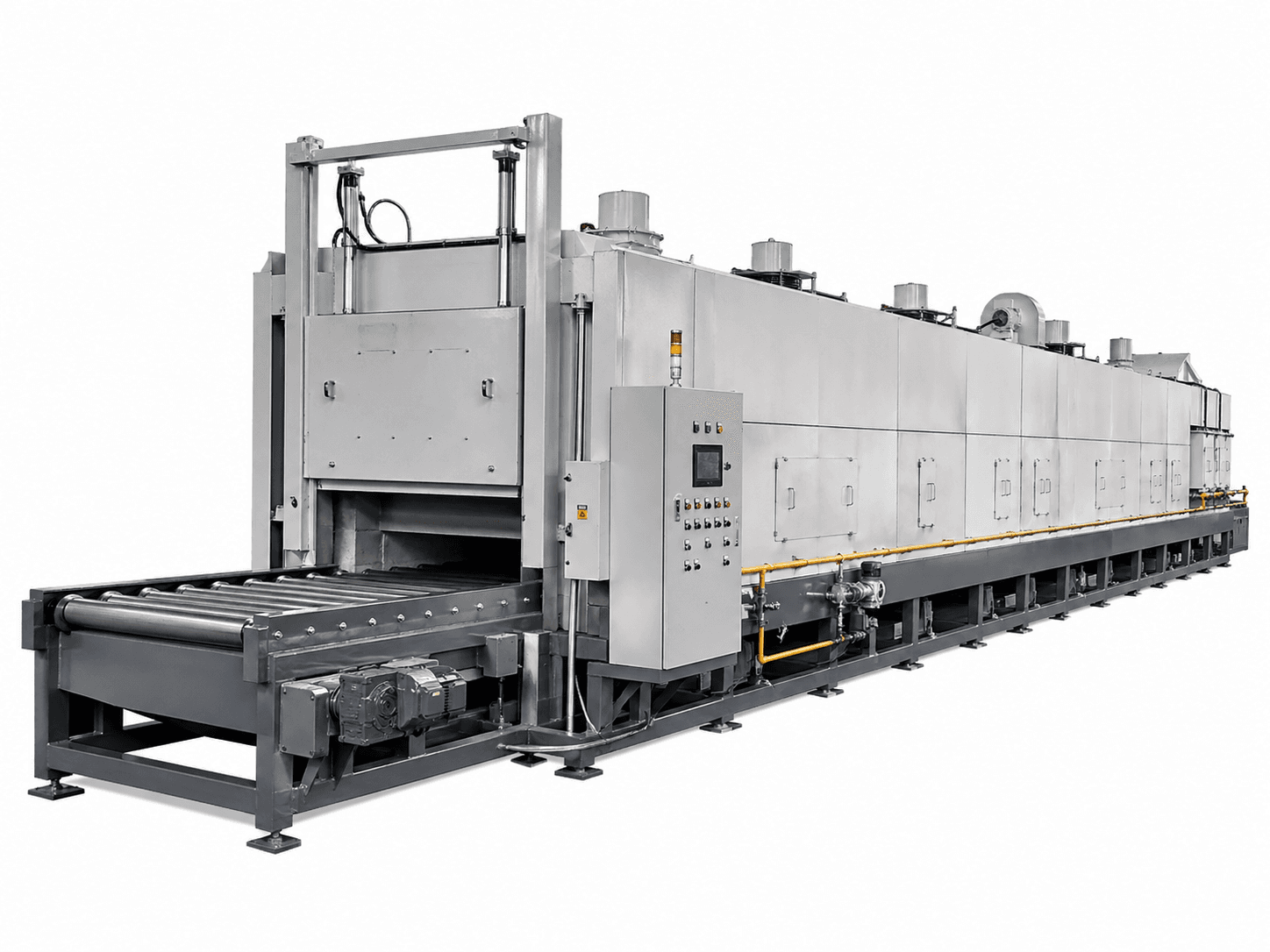
Roller-Hearth Furnace Series
Roller-hearth furnaces are suited to annealing, tempering, solution treatment, normalizing and other heat-treatment processes for plate, bar, tube, regularly shaped workpieces and continuous-production applications. Based on workpiece material, dimensions, weight, throughput and cycle time, maximum temperature, roller-table load-bearing arrangement, charging/discharging conditions and available floor space, Suneng delivers custom-engineered roller-hearth heat-treatment furnace solutions.
Furnace chamber length, heating zones and the temperature-control curve are tailored to workpiece specifications, heat-treatment temperature, soak time and continuous-conveying requirements.
Roller-table design, conveying speed and degree of automation are matched to line cycle time, charging/discharging method and workpiece weight.
Through zoned temperature control, furnace-roller conveying and optimized thermal cycling, there is room to improve heating consistency across the workpiece.
The heating section, soak section and furnace insulation structure can be optimized in configuration, with potential energy savings assessed against actual operating conditions.
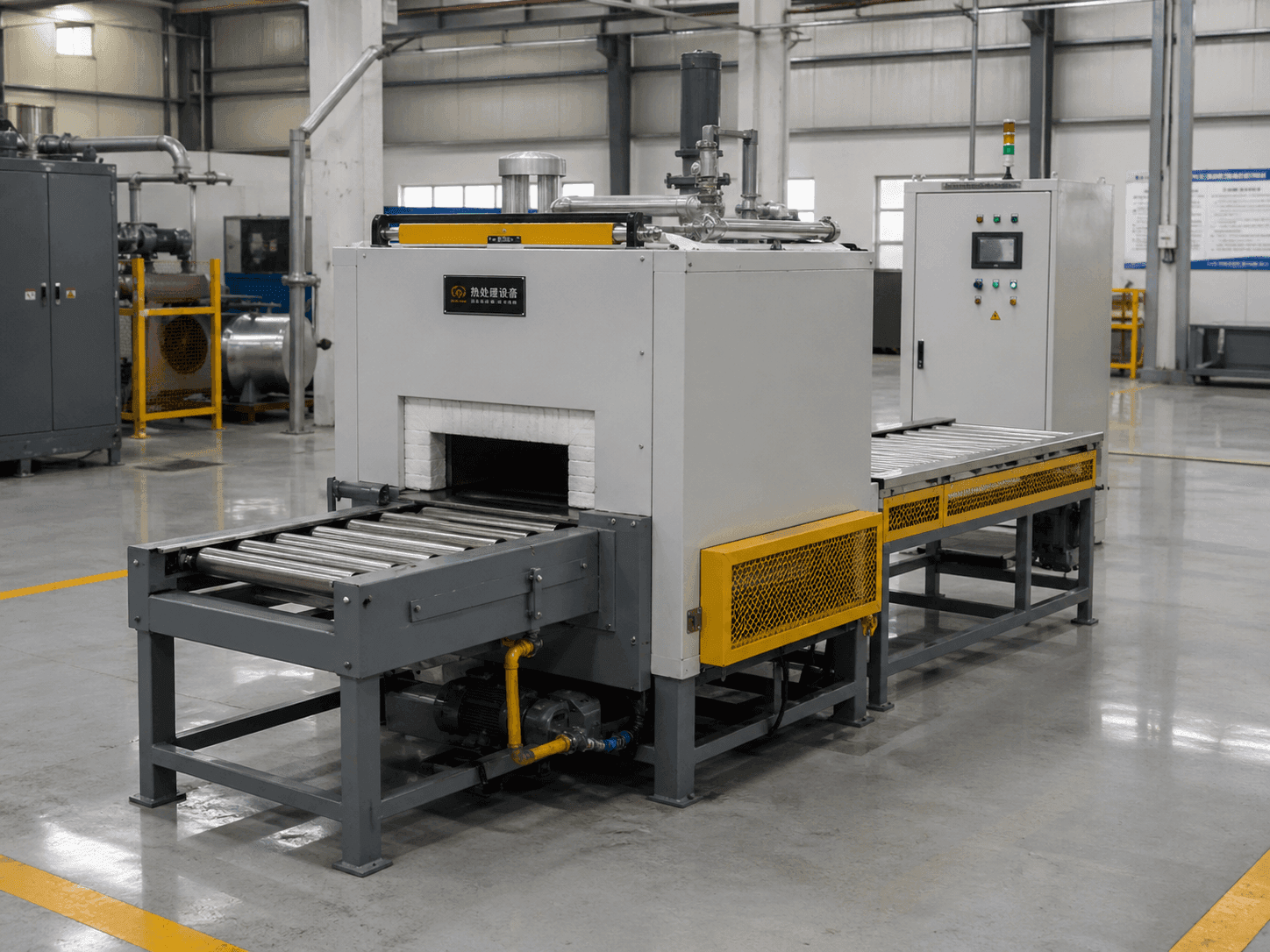
Furnace rollers, drive system, refractory lining structure, heating system and control system are configured for continuous-operation conditions.
A roller-hearth furnace cannot be quoted from the furnace type name alone. The figure depends on the workpiece material, dimensions and weight, throughput cycle time, furnace chamber length, roller-table structure, number of temperature zones, cooling method, loading and unloading method and site conditions, and is ultimately governed by the technical proposal agreed by both parties.
| Roller-hearth furnace suits | Mesh-belt furnace suits | Bogie-hearth furnace suits |
|---|---|---|
| Plate, bar, tube or fairly regularly shaped workpieces | Small parts, standard parts, fasteners | Large workpieces |
| Workpieces that can be stably supported and conveyed on a roller table | Light individual parts that can be laid out on a mesh belt | Heavy individual parts or irregular shapes |
| Continuous production with a defined cycle time | Stable batches with continuous in/out feeding | Batch-type furnace loading |
| High requirements for in-furnace conveying stability | Focus on belt speed, layer thickness and load/unload interfacing | Requires bogie support or overhead-crane lifting |
| Suited to continuous annealing, solution treatment, tempering and similar lines | Suited to continuous heat treatment of small parts | Suited to heat treatment of large castings/forgings, dies and structural parts |
Roller-hearth furnaces suit plates, tubes, bars and medium-to-large workpieces in continuous heat treatment. Workpiece weight, length and straightness, the way the load contacts the rollers, the running speed and the chamber sealing requirements all influence the roller material, the drive arrangement, temperature-zone control and the overall line layout.
Common processes include annealing, normalizing, tempering and continuous heat treatment; solution treatment requires a project-specific review of the material grade, the temperature schedule, the cooling rate and the heat resistance of the rollers. The conveying method appropriate to different workpiece cross-sections and weights should be confirmed individually.

Understand the process and throughput requirements

Provide the proposal and configuration list

Finalize the structure and technical solution

Production, manufacturing and factory acceptance

Installation, commissioning and after-sales follow-up
Roller-hearth furnaces suit plates, bars, tubes, regularly shaped parts and heavier workpieces in continuous heat treatment, and are especially well matched to applications where the rollers can stably carry and convey the load. The right configuration depends on the workpiece material, dimensions, weight, method of support, required throughput and the process curve.
Yes. Depending on the project, a roller-hearth furnace can be used for continuous annealing, tempering, normalizing, solution treatment and other continuous heat-treatment processes. Each process places different demands on maximum temperature, soak time, cooling method, atmosphere and the heat resistance of the rollers, so these should be confirmed item by item during the design stage.
The price of a roller-hearth furnace is driven mainly by the effective chamber width, effective length, roller table width, roller pitch, roller material, number of temperature zones, maximum temperature, required throughput, cooling method, atmosphere requirements, the control system and the scope of installation and commissioning. We recommend submitting your parameters first so we can advise on a price range.
A roller-hearth furnace carries and conveys the workpiece on furnace rollers, making it better suited to plates, bars, tubes and more regularly shaped parts; a mesh-belt furnace conveys the load on a belt and suits small parts, standard parts and fasteners. The choice should be based on a comparison of unit weight, the way parts are loaded, conveying stability and required throughput.
Roller-table design must account for the workpiece dimensions, unit weight, chamber width, roller pitch, conveying speed, operating temperature, furnace atmosphere and maintenance interval. Under high-temperature or heavy-load conditions, attention must also be paid to roller material, deformation control, drive synchronization and the ease of replacing spare parts.
Temperature uniformity depends on the effective chamber width and length, the temperature-zone layout, the arrangement of heating elements or the combustion system, the insulation of the refractory lining, the heat-circulation design, conveying speed, the loading method and the agreed acceptance criteria. The specific figures should be confirmed against the project configuration and the test conditions.
It is best to first assess the condition of the refractory insulation, roller wear, the drive system, the heating system, the temperature-zone control, the sealing structure, the cooling section and the automation controls. Whether a retrofit is worthwhile depends on the condition of the furnace shell, roller service life, the available shutdown window, spare-parts availability and the objectives of the upgrade.
We recommend preparing the workpiece material, shape, dimensions and unit weight, the hourly throughput, the maximum and normal operating temperatures, the heat-treatment process, the temperature-uniformity requirement, atmosphere and cooling requirements, the loading and unloading method, the available floor space and details of the upstream and downstream equipment.