Built Around Your Process
Furnace chamber dimensions, pushing cycle time and heating zones are tailored to your batch volume, heat-treatment temperature and soak time.
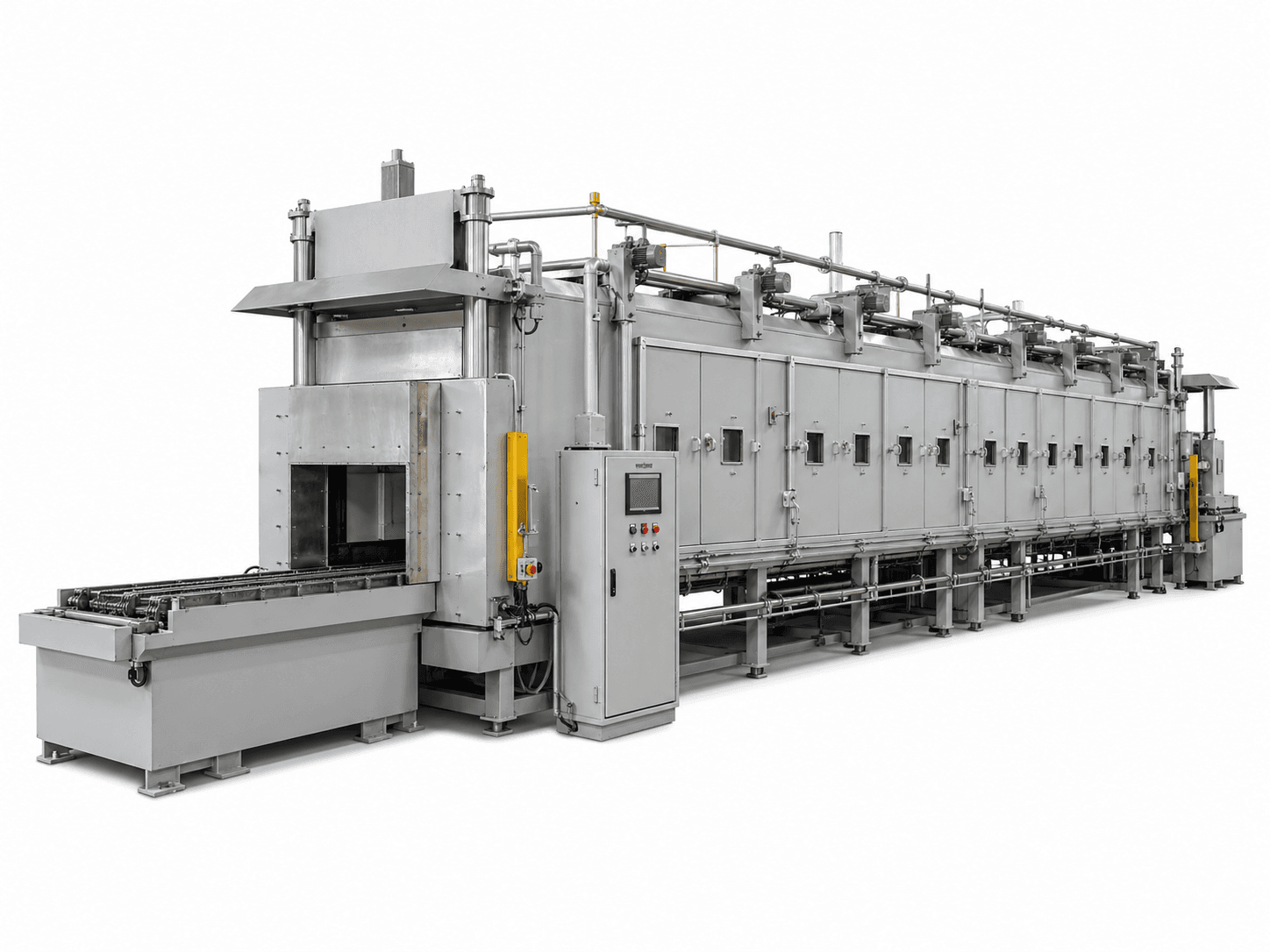
Pusher Furnace Series
The pusher furnace is built for continuous annealing, tempering, normalizing and heating of workpieces in steady, well-defined production runs. Drawing on workpiece material, dimensions, weight, throughput requirements, maximum temperature, pushing method, loading and unloading conditions and available floor space, Suneng delivers custom-engineered pusher-type heat-treatment furnace solutions.
Furnace chamber dimensions, pushing cycle time and heating zones are tailored to your batch volume, heat-treatment temperature and soak time.
The pusher mechanism, charge and discharge structure and automation are matched to your line layout, loading and unloading method and fixture design.
Through pushing cycle time, zoned temperature control and optimized furnace structure, there is room to improve processing consistency across batches of workpieces.
Heating sections, insulation structure and thermal cycle configuration can be optimized for continuous production, with energy-saving potential assessed against actual operating conditions.
The pusher mechanism, drive system, refractory lining, heating elements and control system are configured for continuous-duty operation.
A pusher furnace cannot be quoted from the furnace type name alone. The figure depends on the workpiece material, dimensions and weight, throughput cycle time, pushing cycle, furnace chamber channel, load-bearing method, number of temperature zones, loading and unloading method and site conditions, and is ultimately governed by the technical proposal agreed by both parties.
| Pusher furnace suits | Roller-hearth furnace suits | Mesh-belt furnace suits |
|---|---|---|
| A steady workpiece cycle time | Plate, bar, tube or regularly shaped workpieces | Small parts, standard parts and fasteners |
| Continuous charge and discharge by pushing | Workpieces better supported and conveyed on a roller table | Light single parts that can be laid out on the mesh belt |
| Workpieces advanced by batch or by tray | High demand for stable in-furnace conveying | Steady batches with continuous charge and discharge |
| Well-defined requirements for production cycle time and in-furnace residence time | A continuous heat-treatment line | Continuous heat treatment of small parts |
| Production scenarios such as continuous annealing, tempering and heating | Continuous annealing, solution treatment and tempering of regularly shaped workpieces | Processing of small parts such as standard parts and fasteners |
Pusher furnaces suit batch continuous heat-treatment workpieces, bars, billets and structural parts, as well as production scenarios where pieces are carried on trays or baskets. The workpiece form, tray dimensions, pushing cycle, number of temperature zones and discharge method all influence the pusher mechanism, the chamber length and the layout of the complete line.
Common processes include continuous heating, normalizing, annealing and quench heating. Whether to add cooling, tempering or a protective atmosphere is determined by the workpiece material, the loading method, the process curve, the cycle requirements and the upstream and downstream operations on site.

Understand the process and throughput requirements

Provide the proposal and configuration list

Finalize the structure and technical solution

Production, manufacturing and factory acceptance

Installation, commissioning and after-sales follow-up
Pusher furnaces suit continuous heat-treatment workpieces with steady, well-defined throughput cycles that can be carried on trays, baskets, pallets or fixtures, such as bars, billets, structural parts and certain volume components. Whether a pusher arrangement is viable depends on the workpiece weight, the way pieces are arranged, and how discharge ties into downstream operations.
Yes. Depending on the project, a pusher furnace can be used for continuous annealing, tempering, normalizing, quench heating and other continuous heating processes. Different processes impose different requirements on maximum temperature, soaking time, pushing cycle, cooling method and control records, so each should be confirmed item by item during the proposal stage.
Pusher furnace pricing is driven mainly by the effective chamber width and length, the channel dimensions inside the furnace, the carrying method, the pusher mechanism type, the number of temperature zones, the maximum temperature, the throughput cycle, atmosphere and cooling requirements, the control system, and the installation and commissioning scope. We recommend submitting your parameters first so the price range can be assessed.
A pusher furnace generally advances trays, baskets or fixtures on a set cycle using a pusher mechanism, whereas a roller-hearth furnace supports and conveys workpieces on furnace rolls, making it better suited to regular workpieces such as plate, bar and tube. When choosing between them, compare the carrying method, the single-piece weight, the production cycle and the ease of maintenance.
The pushing cycle is set jointly by the hourly throughput, the charge advanced per push, the effective chamber length, the number of temperature zones, the heating and soaking times, the cooling or transfer rhythm, and the loading/unloading capacity. The design must account for tray spacing, the push interval and the link to upstream and downstream operations together.
Temperature uniformity depends on the effective chamber dimensions, the zoning of the temperature regions, the layout of the heating elements or combustion system, the refractory lining and insulation, the pushing cycle, the loading arrangement, the heat-circulation structure and the acceptance criteria. Target figures should be confirmed in light of the project configuration, the operating conditions and the test conditions.
We can first assess the condition of the refractory lining and insulation, the door seals, the heating system, the pusher mechanism, the rails, the drive system, the temperature-control zoning and the automation controls. Whether a retrofit is worthwhile depends on the furnace condition, throughput bottlenecks, spare-part availability, the shutdown window and the retrofit objectives.
We recommend preparing the workpiece material, shape, dimensions and single-piece weight, the hourly throughput, the pushing cycle, the maximum temperature, the usual working temperature, the heat-treatment process, the temperature-uniformity requirement, atmosphere and cooling requirements, the loading/unloading method, and details of the site layout.