Furnace type sized to long parts
We determine the effective diameter, effective depth and furnace-mouth clearance from the length, diameter and charging method of your shafts, bars and sleeves.
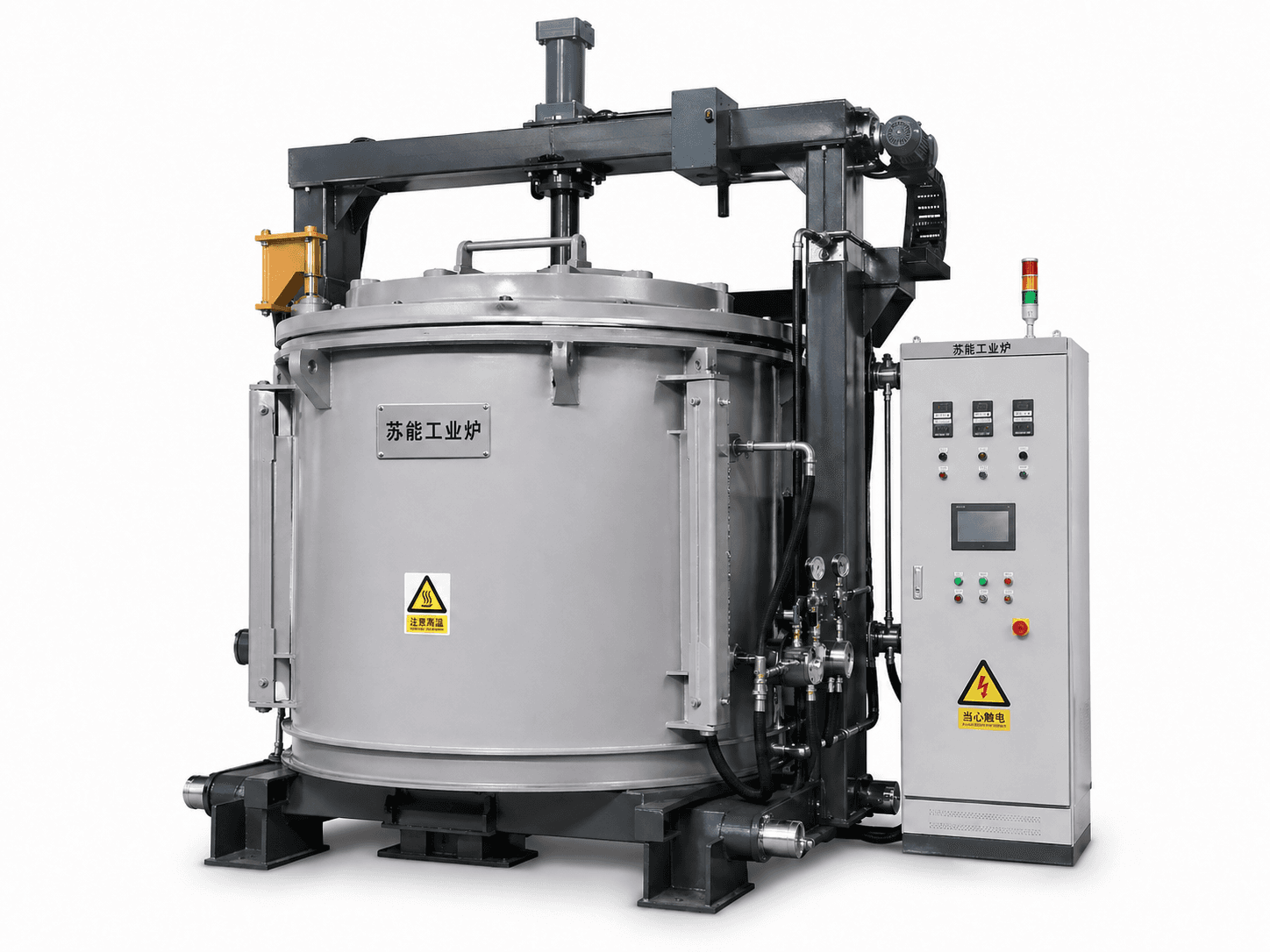
Pit Furnace Series
Pit furnaces are built for batch heat treatment of shafts, bars, long parts, sleeves and other workpieces that are best charged vertically. Suneng delivers custom-engineered pit-type heat-treatment furnaces sized around your workpiece length, diameter, individual part weight, charge weight, maximum temperature, heat-treatment process, hoisting method and on-site conditions.
We determine the effective diameter, effective depth and furnace-mouth clearance from the length, diameter and charging method of your shafts, bars and sleeves.
We match the loading and unloading approach to your crane capacity, lifting fixtures, lid-opening method and available headroom on site.
We match the heating method, refractory lining and temperature-control zoning to processes such as tempering, annealing, quench heating and aging.
We define the delivery scope around your shop-floor space, foundation conditions, power or gas supply, installation boundaries and safety requirements.
Indicators such as temperature uniformity, recording method and interlock protection should be confirmed in the technical proposal and contract annexes.
A pit furnace cannot be quoted from the furnace type name alone. The figure depends on the workpiece length and diameter, charge weight, effective working zone, lid structure, hoisting method, and temperature and process requirements, and is ultimately governed by the technical proposal agreed by both parties.
| Pit furnace suits | Box furnace suits | Bogie-hearth furnace suits |
|---|---|---|
| Shafts, bars and long parts | Small to medium workpieces | Large workpieces |
| Workpieces better charged vertically | Relatively simple loading and unloading | Heavy individual parts |
| High effective-depth requirements | Small-batch or prototyping tasks | Need for a bogie to carry the load |
| Need to be hoisted in and out of the furnace | More compact furnace body | Need for crane hoisting |
| Suited to heat treatment of long shafts, sleeves and bars | Batch heat treatment of workpieces of limited height | Batch heat treatment with a larger furnace chamber |
Pit furnaces are suited to shafts, bars, sleeve-type parts, long shaft components, and any workpiece that needs to be charged vertically. Workpiece length, diameter, lifting method, charge weight, and distortion-control requirements all affect the pit depth, effective diameter, lid (cover) design, lifting fixtures, and safe-operation configuration.
Common processes include tempering, annealing, quench heating, aging, and stress relief. Whether to add atmosphere protection, hot-air circulation, or a special lifting arrangement should be assessed against the material, the workpiece length-to-diameter ratio, the temperature uniformity requirements, and the on-site operating method.


Understand the process and throughput requirements

Provide the proposal and configuration list

Finalize the structure and technical solution

Production, manufacturing and factory acceptance

Installation, commissioning and after-sales follow-up
Pit furnaces are well suited to shafts, bars, long parts, and sleeve-type components, as well as any workpiece better charged vertically. They are commonly used for tempering, annealing, quench heating, aging, and stress relief. Whether a given part is a good fit depends on its length, diameter, weight, lifting method, and process curve.
Yes. A pit furnace can be configured for tempering, annealing, pre-quench heating, aging, stress relief, and similar processes according to project requirements. Different processes call for different temperature ranges, heating and cooling profiles, soak times, transfer methods, and control or data-recording requirements, all of which should be confirmed item by item during the proposal stage.
The price of a pit furnace is driven mainly by effective diameter, effective depth, maximum temperature, charge weight, lid (cover) design, heating method, refractory lining material, control system, atmosphere requirements, and the scope of on-site installation work. Pit furnaces are largely custom-engineered equipment, so we recommend submitting your parameters first before assessing the configuration and price range.
A pit furnace uses vertical charging, which makes it better suited to shafts, bars, sleeve-type parts, and long components. A box (chamber) furnace has a more compact structure and is better suited to small and medium workpieces, small batches, or trial production. When choosing between them, compare workpiece height, loading and unloading method, lifting conditions, effective working zone, and available floor space.
Effective depth is typically determined by the maximum workpiece length, fixture height, lid (cover) design, the working space at the furnace mouth, charging clearance, and the effective heating zone. If product specifications may change in the future, a reasonable margin should also be reserved at the design stage to avoid a mismatch between the furnace chamber dimensions and the actual workpieces.
Temperature uniformity depends on the effective working zone, the layout of the heating elements or combustion system, the refractory lining structure, the number of control zones, thermocouple placement, charging spacing, and the process schedule. Specific figures cannot be committed in isolation from the furnace type and the state of the workpiece, so the test conditions and acceptance criteria should be defined clearly in the technical proposal.
Yes, starting with an equipment condition assessment. Common retrofit directions for an old pit furnace include refractory lining renewal, heating system servicing, lid (cover) seal repair, control system upgrades, and improved interlock protection. Whether an overhaul is worthwhile depends on the furnace body structure, safety risks, spare-parts availability, and the available production-downtime window.
We recommend preparing the workpiece material, length, diameter, single-piece weight, charge weight per cycle, maximum temperature, typical working temperature, heat-treatment process, temperature uniformity requirements, lifting method, available floor space, and photographs. Even if the information is incomplete, you can start the conversation first and let our engineers determine what additional details are needed.