Meets Your Process Requirements
We tailor the bell structure, hearth size, and temperature-control scheme to your workpiece type, charge height, protective-atmosphere needs, and temperature-uniformity targets.
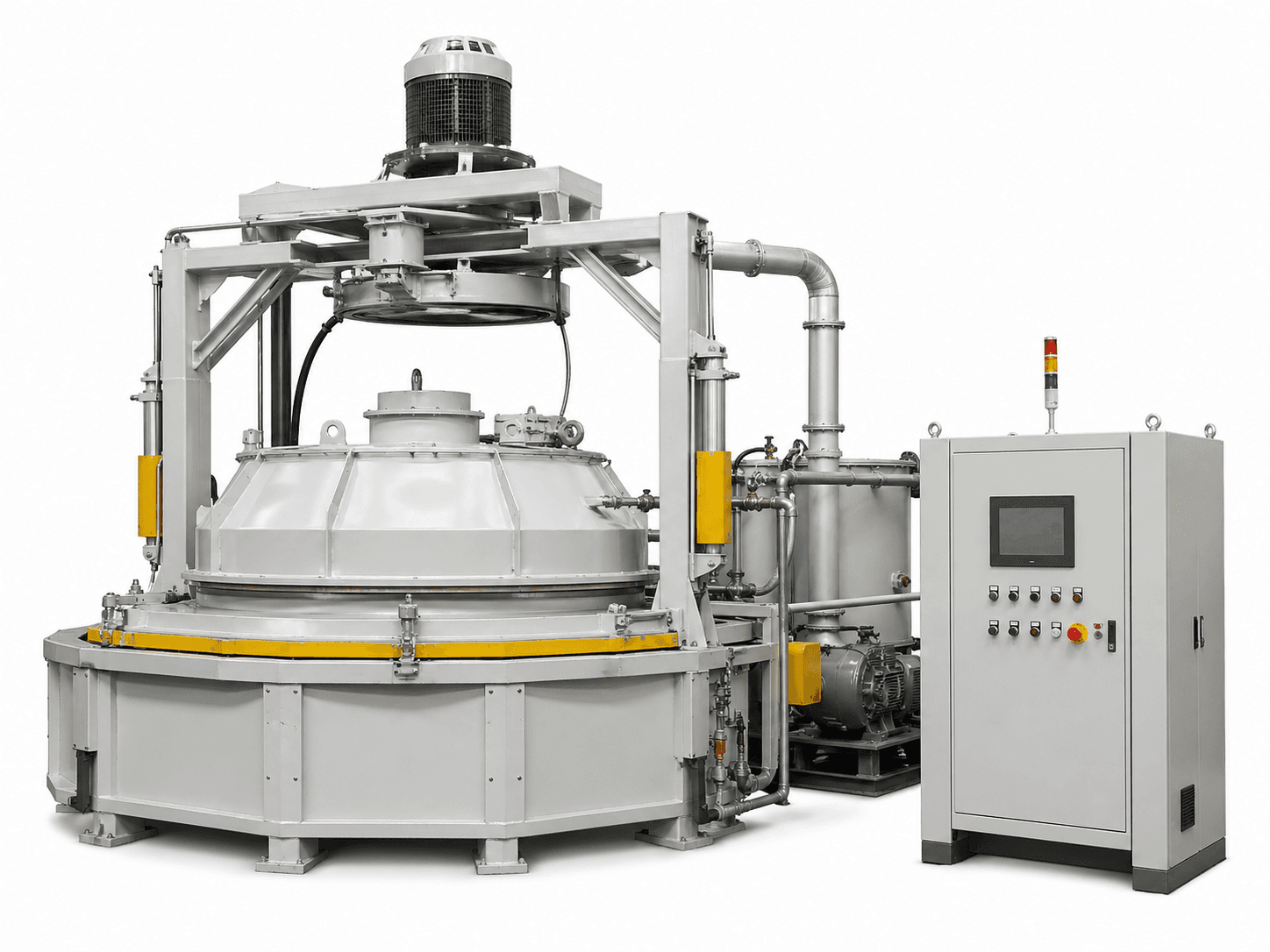
Bell-Type Furnace Series
Bell-type furnaces are suited to annealing, tempering, soaking, and protective-atmosphere heat treatment of coil, wire, rolled coils, small parts, and basket-loaded batch workpieces. Based on workpiece geometry, charge weight, bell dimensions, hearth size, maximum temperature, atmosphere requirements, and on-site conditions, Suneng delivers custom-engineered bell-type heat-treatment furnace solutions.
We tailor the bell structure, hearth size, and temperature-control scheme to your workpiece type, charge height, protective-atmosphere needs, and temperature-uniformity targets.
We adapt to the loading method for small parts, rolled coils, wire, basket-loaded parts, or batch workpieces, optimizing operability for your site conditions.
Through optimized bell structure, thermal-circulation system, and temperature-control configuration, there is room to improve heating consistency across the workpiece.
By tuning the heating-zone configuration to the effective heating area, insulation structure, and thermal-circulation method, there is room to improve running energy consumption.
The bell, hearth, sealing structure, heating system, and control system are configured to your operating conditions to improve running stability.
A bell-type furnace cannot be quoted from the furnace type name alone. The figure depends on the workpiece form, charge weight, bell (hood) dimensions, base dimensions, temperature, atmosphere, sealing, cooling and on-site lifting conditions, and is ultimately governed by the technical proposal agreed by both parties.
| Bell-type furnace suits | Box (chamber) furnace suits | Pit furnace suits |
|---|---|---|
| Coil, wire, rolled coils, or basket-loaded batch workpieces | Small to medium workpieces | Shafts, rods, and long parts |
| Workpieces needing a combined bell-and-hearth structure | Small-batch or trial-production tasks | Workpieces better suited to vertical loading |
| Need for a protective atmosphere or full bell-type heating | Relatively simple loading and unloading | High effective-depth requirements |
| Charge height and bell dimensions requiring customization | A more compact furnace body | Workpieces requiring crane loading in and out |
| Suited to basket-loaded batch work, coil annealing, or protective-atmosphere heat treatment | Suited to standard batch-type heat treatment | Suited to heat treatment of long shafts, sleeves, rods, and similar parts |
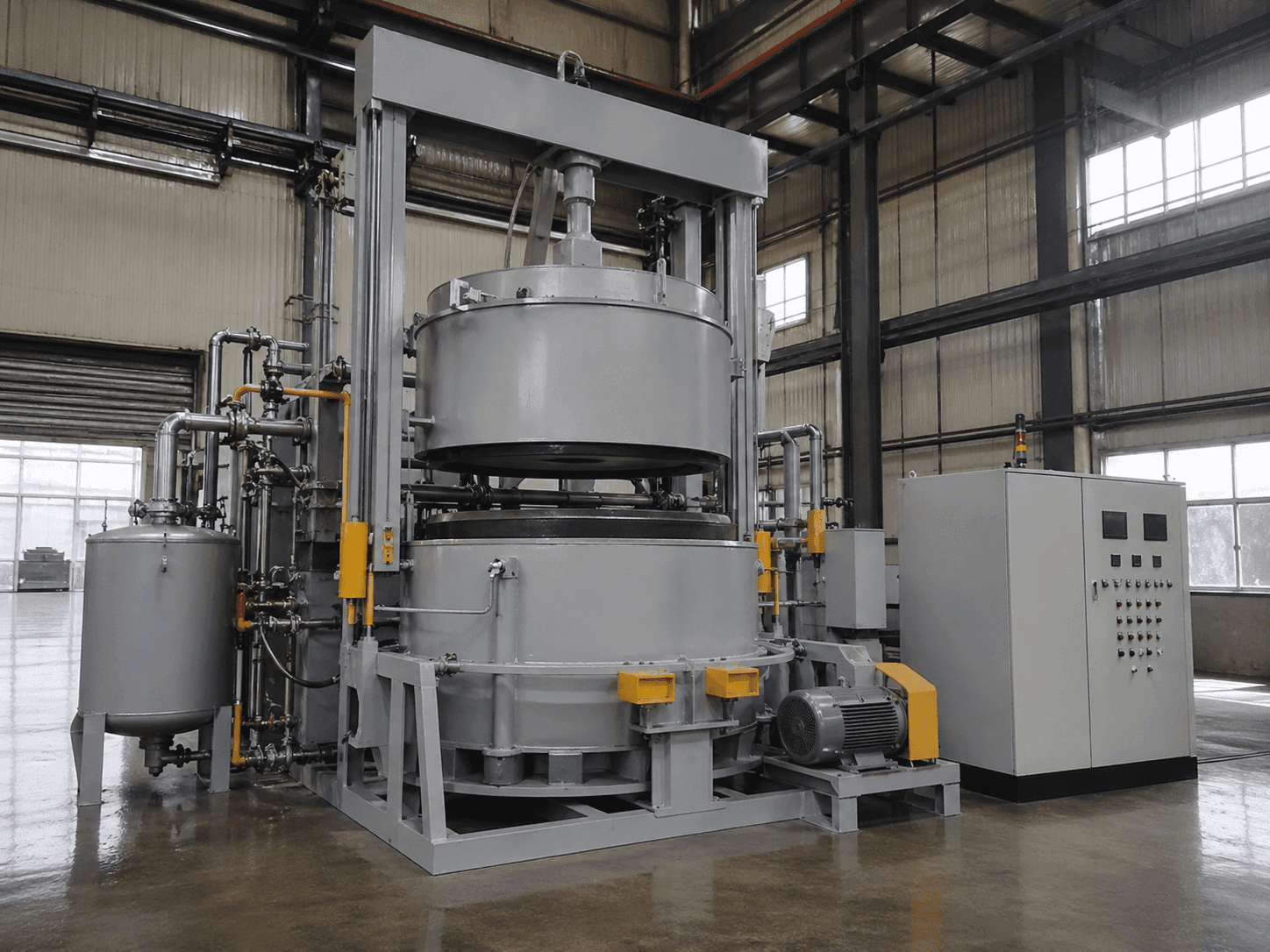
Bell-type furnaces suit coils, small parts, batches of basket-loaded parts and workpieces that require bell-type heating or uniform soaking of the whole charge. The charge height, bell dimensions, hearth structure, sealing conditions and cooling method all affect the furnace structure, the atmosphere configuration and the production rate.
Common processes include annealing, tempering and soaking; controlled-atmosphere heat treatment requires a project-specific evaluation of bell sealing, the gas system, safety interlocks and the cooling method. Temperature uniformity and heat-up time should be calculated separately for each loading method.

Understand the process and throughput requirements

Provide the proposal and configuration list

Finalize the structure and technical solution

Production, manufacturing and factory acceptance

Installation, commissioning and after-sales follow-up
Bell-type furnaces suit coils, wire, strip coils, small parts and batches of basket-loaded workpieces, and are commonly used for annealing, tempering, soaking and controlled-atmosphere heat treatment. The exact configuration is confirmed against the workpiece geometry, charge height, bell dimensions, hearth structure, atmosphere requirements and cooling method.
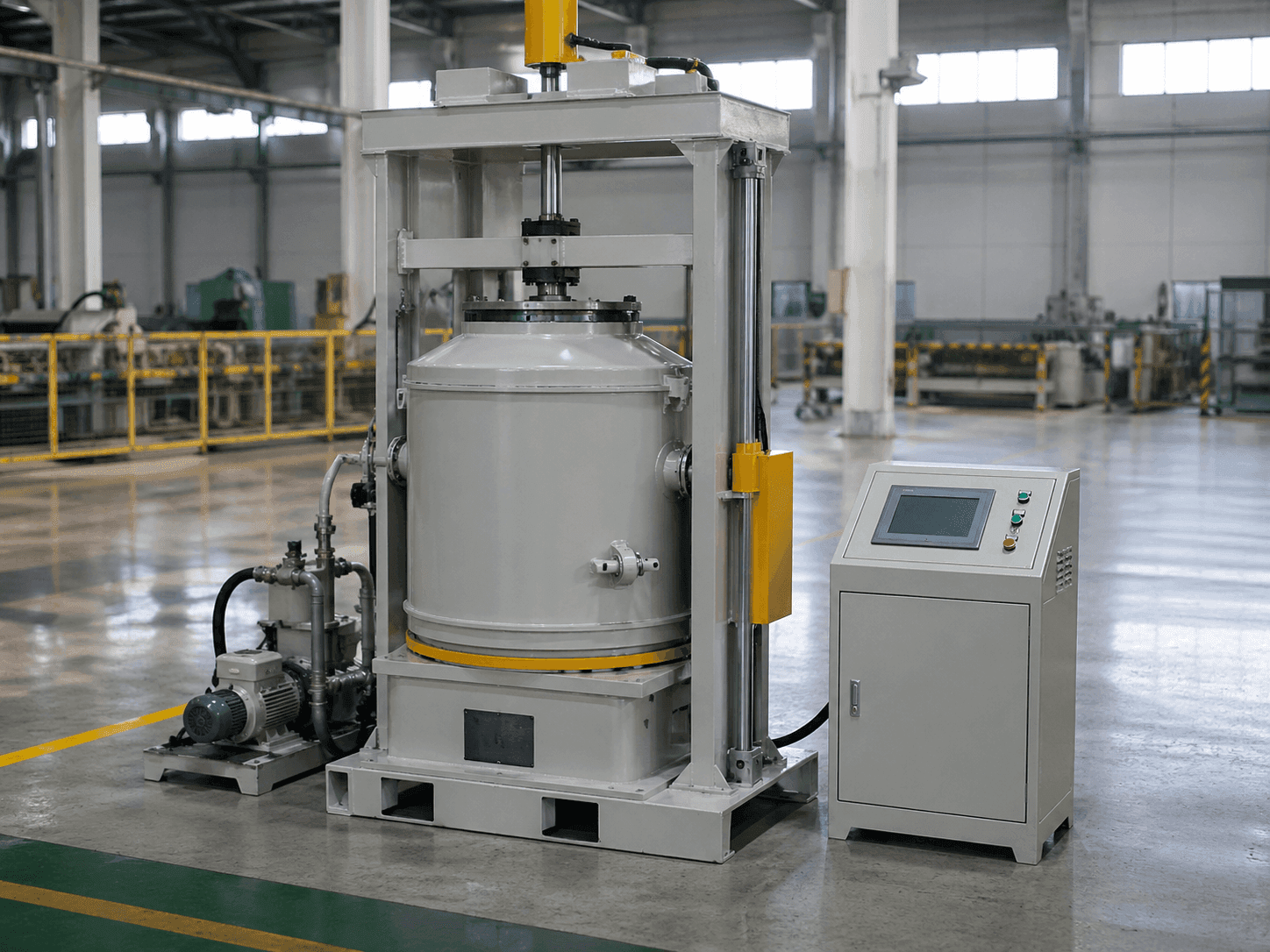
A bell-type furnace typically pairs a removable bell with a fixed hearth, which suits strip coils, basket-loaded batches and applications that need the entire charge heated under the bell; a box (chamber) furnace has a more fixed structure better suited to small and medium workpieces, small lots and trial production. The choice depends on the loading method, the working space and the atmosphere requirements.
A protective atmosphere can be evaluated on a project basis, but it requires confirming the material, surface-quality requirements, gas type, sealing structure, safety interlocks, exhaust method and cooling conditions. A protective-atmosphere system differs considerably from a standard air furnace and must be engineered to the site conditions and process requirements.
The loading method is generally driven by the workpiece geometry, basket structure, charge weight per load, charge height, lifting conditions and production rate. The design must also account for the effective heating zone, heat-circulation paths, hearth load capacity, charge/discharge efficiency, sealing structure and ease of subsequent maintenance.
The condition of the bell, hearth, sealing structure, refractory lining, heating elements, heat circulation, atmosphere system and control system can be assessed first. Whether an overhaul is worthwhile depends on the equipment age, spare-parts availability, existing faults, the available shutdown window, the operating history and future throughput needs.
The price of a bell-type furnace is driven mainly by the bell dimensions, hearth dimensions, charge height, charge weight, maximum temperature, heating method, atmosphere system, sealing requirements, cooling method, control system and the scope of on-site installation. We recommend submitting your parameters first, then assessing the configuration and price range.
Temperature uniformity depends on the effective working zone, the loading method, the bell structure, the refractory insulation, the heat-circulation system, the control zoning, the temperature-measurement method and the acceptance criteria. Specific figures should not be committed to in isolation from the operating conditions; the test conditions and acceptance requirements should be defined in the technical proposal.
We recommend preparing the workpiece material and geometry, the weight per piece or per basket, the charge weight per load, the bell dimensions, the hearth dimensions, the maximum temperature, the usual working temperature, the heat-treatment process, the atmosphere requirements, the cooling method, the lifting conditions and site photographs.